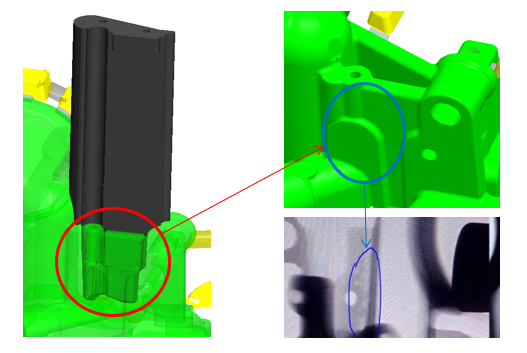
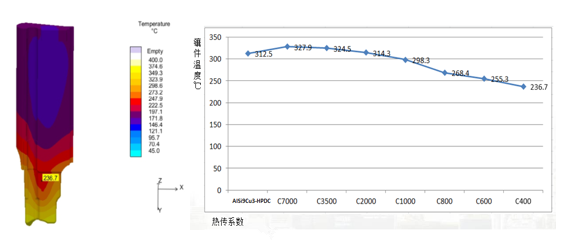
 圖1/Figure 1 在圖1的探傷結果中,產品在鑲塊對應的部位上出現了大量的縮孔缺陷,這直接導致了產品報廢。 原標題:基于MAGMASOFT®的壓鑄模具鑲塊壽命研究 在很多產品中,由于鑲塊表面逐漸地老化,對鑄件局部冷卻效果也逐漸弱化,進而導致產品局部在后續的生產中出現縮孔,產品試漏報廢率高達30%以上。為了保證產品質量,往往在2-3萬模次后就得更換這些鑲塊,導致生產成本的增加。圖1是其中一個典型案例、 考慮到鑲塊材料屬性基本不變,變的是其老化的表面與鑄件之間的傳熱狀態,也就是MAGMASOFT?鑄造模擬中涉及的界面傳熱系數,而且隨著鑲塊表面老化程度的加深,這個界面傳熱系數越低。因此,我們可以基于MAGMASOFT?來做模擬驗證:在所有其它條件相同的前提下,在鑲塊和鑄件之間設定不同的界面傳熱系數,比較鑲塊的溫度場變化,觀察隨著界面傳熱系數的降低鑲塊本體溫度是否降低。圖2是MAGMASOFT?的模擬結果和溫度曲線變化情況:
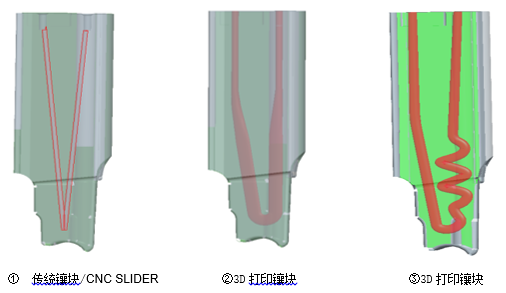
圖2/figure 2 通過圖2結果中的某點的數據對比證實:隨著界面傳熱系數的降低鑲塊本體溫度也在降低。 基于這個事實,為了提高鑲塊的使用壽命,保持良好的傳熱和冷卻條件,優化傳統CNC加工冷卻水路變得必要。因此,借助先進的3D打印技術,突破傳統CNC加工冷卻水路的限制,通過隨型冷卻和擴大冷卻水路散熱面積來確保鑲塊的快速冷卻。如圖3,是傳統CNC和3D打印鑲塊和冷卻水路設計對比:
圖3 并基于MAGMASOFT?進行溫度場模擬對比分析,得出如圖4的結果:
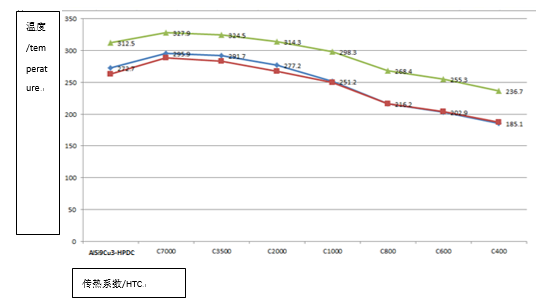
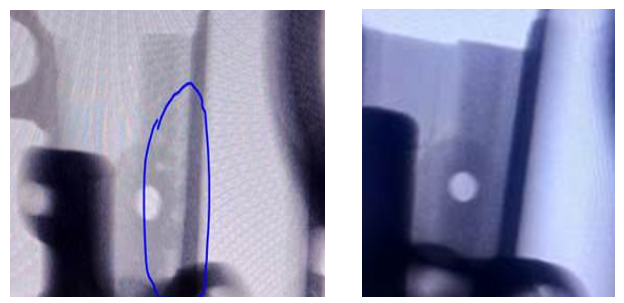
圖4/figure 4 從圖4的結果可以得出:即使隨著鑲塊的逐漸老化(界面傳熱系數降低),3D打印鑲塊的溫度都比傳統鑲塊的低了近50℃。這說明3D打印的冷卻效果要好很多,而且③號3D打印冷卻水路因散熱面積大而冷卻效果在早期使用過程中更好。 在實際中,采用了3D打印鑲塊后,產品質量明顯改善,探傷縮孔缺陷大大減少,試漏測試后廢品率下降至2%以下。圖5是改善前后產品探傷結果對比:
圖5/figure 5 同時,鑲塊使用壽命提高5-6萬模次。
結論 作者: 覃瑞立 曾琴 東莞鴻圖精密壓鑄有限公司
|
.jpg)

.jpg)
.jpg)