 原標(biāo)題:熱室壓鑄機節(jié)能技術(shù)突破 熱室壓鑄機節(jié)能一直處在不太被關(guān)注的角落,通常以為是小機器不值得做節(jié)能。本文主要從影響節(jié)能項目投資回收期的關(guān)鍵指標(biāo)進行分析,說明熱室壓鑄機的節(jié)能也具備非常好的經(jīng)濟效益;同時介紹最新的節(jié)能技術(shù)在88T以上熱室壓鑄機和300T以下冷室壓鑄機節(jié)能上的突破和實踐應(yīng)用。 一、壓鑄機節(jié)能領(lǐng)域的認(rèn)識誤區(qū) 關(guān)于壓鑄機節(jié)能,經(jīng)常會聽到這樣一句話:“大機器適合做節(jié)能,機器越大,節(jié)拍越長,省電越多;小機器,沒有必要做。” 而實際情況并不是這樣的,熱室壓鑄機的電機雖然小,但是因為節(jié)拍快,負(fù)載率高(負(fù)載率:每小時耗電量與額定功率的比值),做節(jié)能改造的回收期很可能比大機器還要短。 比如一臺11KW電機,平均負(fù)載率70%,也就是說改造前的耗電量是7.7度,省電40%~50%的話,每小時可以省電3~4度。對于這種小機器,節(jié)能系統(tǒng)投資金額小,回收期不比大機器長。 二、小機器不做節(jié)能的真實原因 個人認(rèn)為,以前很少針對熱室機和小型冷室機做節(jié)能的主要因素是伺服控制技術(shù)的局限,根據(jù)目前市場上存在的異步伺服技術(shù)、同步伺服技術(shù)分別說明如下: 1.異步伺服節(jié)能技術(shù),采用異步電機+異步伺服的控制方案,由于異步電機工作過程中有勵磁電流、力矩電流相互作用,軟件控制難度非常大,普通的異步伺服的響應(yīng)速度會跟不上工藝要求,影響節(jié)拍的現(xiàn)象很明顯。 2.同步伺服節(jié)能技術(shù),采用同步電機+同步伺服,由于同步電機工作過程中只有一個力矩電流,控制相對容易,響應(yīng)速度通常更快一些。但是對于熱室壓鑄機溫度高、節(jié)拍快的工藝環(huán)境,同步電機的退磁現(xiàn)象也表現(xiàn)得更加明顯。電機退磁后,不但節(jié)能效果嚴(yán)重衰減,甚至?xí)霈F(xiàn)鎖模力不夠。如果采取大余量的同步電機配置可以用得久一些,但是會造成節(jié)能系統(tǒng)的價格非常高。 針對國產(chǎn)壓鑄機,小機器的負(fù)載率通常達到60%~100%,比大型壓鑄機的50%~70%的負(fù)載率高。如果能夠突破響應(yīng)速度的障礙,小機器做節(jié)能的經(jīng)濟效益同樣是可觀的。 三、節(jié)能項目投資回收因素分析 用戶選擇節(jié)能系統(tǒng),主要是為了省錢,回收期是重點關(guān)注的指標(biāo),本文簡要分析一下回收期的相關(guān)因素,供大家參考。
公式1當(dāng)中,對于節(jié)能項目本身來說,最需要關(guān)注的就是節(jié)能系統(tǒng)價格①和每小時省電量②這兩個因素。
從公式2可以看出,改造前每小時的耗電量并不等于額定功率,而是要用額定功率×負(fù)載率。因此實際上每小時的省電量,不只是和節(jié)電率③相關(guān),而且和負(fù)載率④也高度相關(guān)。 比如對于2000T以上的壓鑄機,通常是多個電機、多個油泵控制,這種配置自身就有分級節(jié)能的作用,負(fù)載率會比較低;還有節(jié)拍非常慢的模具,負(fù)載率也可能會比較低。也就是說這兩種情況下,相對于大功率的電機配置,實際上耗電的比例沒有那么高,因此做節(jié)能后,每小時的省電量也沒有那么多。并且由于大機器的節(jié)能系統(tǒng)投入的成本比較高,回收期不一定是最好的 因此判斷節(jié)能項目是否可行,不能簡單的看機器大小,而是要詳細(xì)評估實際的耗電量、開機時間、節(jié)電率、電價等綜合因素。 另外,節(jié)能還可以帶來液壓油溫度降低、增加公司變壓器的冗余、部分地區(qū)可以得到政府的節(jié)能補貼等益處。 四、熱室壓鑄機節(jié)能技術(shù)的突破 深圳市藍海華騰技術(shù)股份有限公司在電機驅(qū)動的核心控制技術(shù)上擁有與國際先進水平同步的無速度傳感器矢量控制技術(shù)和有速度傳感器矢量控制技術(shù),結(jié)合近20年的電機節(jié)能實踐經(jīng)驗,根據(jù)壓鑄機的工藝特性和使用環(huán)境開發(fā)出第三代壓鑄機專用異步伺服,能夠控制異步電機實現(xiàn)省電,低頻力矩大、沖擊電流小、響應(yīng)速度快、內(nèi)置電流環(huán)反饋功能。 突破了熱室壓鑄機的節(jié)能和工藝要求,壓力、流量都能夠進行閉環(huán)反饋控制,并且能長期在壓鑄車間穩(wěn)定使用,節(jié)電率通常在30%~80%之間,節(jié)能效果與冷室壓鑄機沒有差異,并且基本上不會隨著時間衰退。
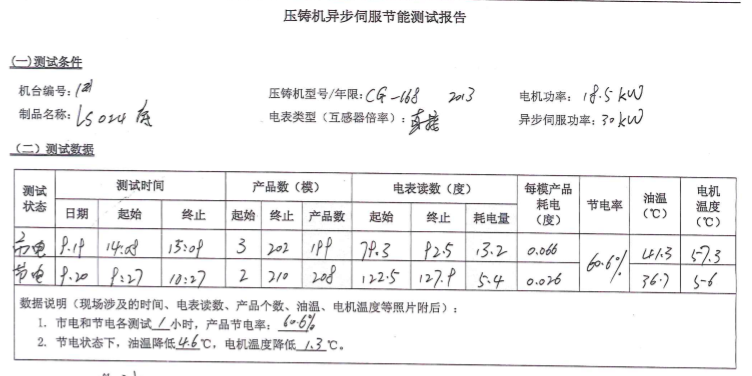
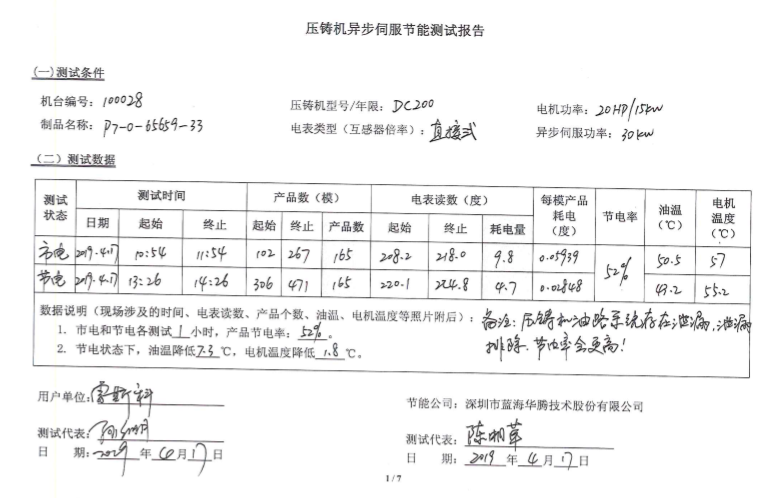
異步伺服技術(shù)發(fā)展歷程和主要性能對比 目前已經(jīng)成功實踐的熱室壓鑄機噸位是88T以上,一個生產(chǎn)的循環(huán)周期在10s以上的工藝。具體案例有廣東華陽模具公司的力勁壓鑄機和震高壓鑄機、深圳索斯科公司的力勁壓鑄機、寶宏壓鑄機和科源壓鑄機、寧波大榭佳潔公司的寶宏壓鑄機、余姚某客戶振力壓鑄機、江門恒威公司的震高壓鑄機等客戶上使用。 下面是其中兩份測試報告。
報告一:168T壓鑄機(電機18.5KW)每小時省電7.8度
報告二:200T熱室機(電機15KW)每小時省電5.1度 |



.jpg)

.jpg)
.jpg)