 原標題:擠壓鑄造A356.2鋁合金發動機懸置支架的組織與性能 摘要:以擠壓鑄造A356.2鋁合金發動機懸置支架為研究對象,對支架鑄態組織、不同固溶時效熱處理后的顯微組織與力學性能,以及內部缺陷進行了分析研究。結果表明,擠壓鑄造A356.2鋁合金鑄態組織由α-Al相和Al-Si共晶組成,晶粒尺寸約為148μm、二次枝晶間距約為20 μm;經固溶時效處理后,共晶Si一部分溶入α-Al相中,一部分以粒狀、球狀形式分布在α-Al晶界;固溶時間、時效溫度和時效時間對A356.2的力學性能有一定影響。試樣經過535 ℃6 h固溶+170 ℃6 h時效+8 min水淬處理后,抗拉強度為340.5 MPa,屈服強度為274.5 MPa,伸長率為10 %,滿足支架整體力學性能要求。 發動機懸置支架是汽車懸置系統中重要的零部件,它不僅支撐發動機的質量,而且傳遞作用于發動機的力和力矩,因此,懸置支架需要具有足夠的強度、剛度和使用壽命。目前,發動機懸置支架大多采用球墨鑄鐵鑄造。汽車輕量化背景下,能否在滿足懸置支架力學性能要求的前提下,采用質量更輕的鋁合金來代替球墨鑄鐵生產懸置支架是本課題研究的主要目的。若采用其他鑄造工藝生產該零件,鑄件內部品質以及力學性能難以保證。本課題主要研究固溶時效熱處理工藝對擠壓鑄造A356.2鋁合金發動機懸置支架顯微組織與力學性能的影響,為工業化生產提供指導。 1、試驗方法 約為19 mm,零件熱處理后本體取樣的力學性能要求:硬度(HB)≥100,抗拉強度≥310 MPa,屈服強度≥250 MPa,斷后伸長率≥8 %,且鑄件內部無氣孔、縮孔、縮松、夾雜等缺陷。
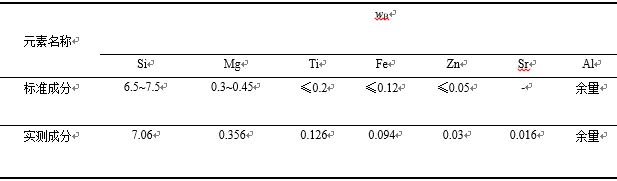
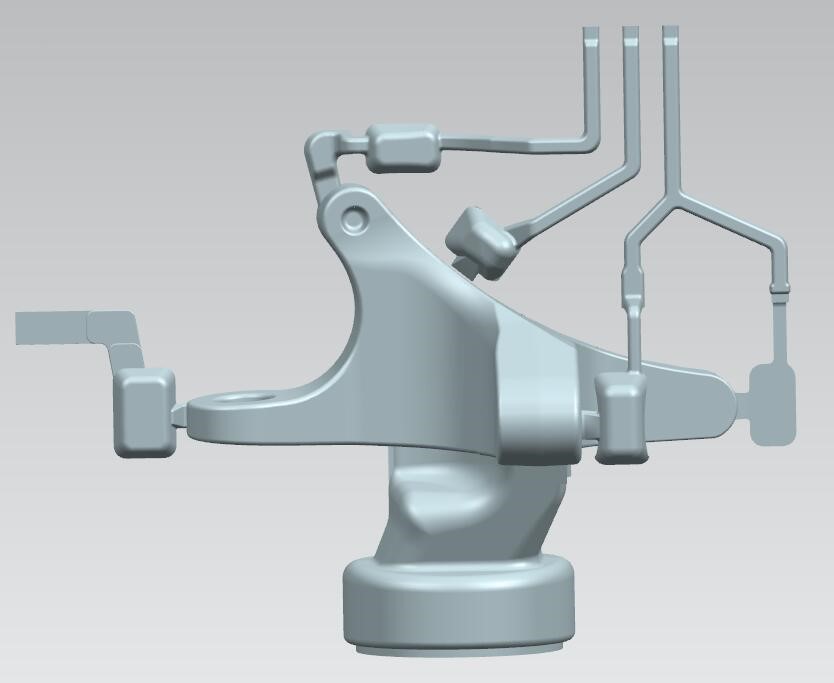
圖1:鋁合金發動機懸置支架實物圖 1.1、試驗材料和方法 試驗材料為A356.2鋁合金,其成分見表1。合金熔煉過程中需進行除氣、除渣和變質處理。采用Sr變質處理, Sr含量為0.01%~0.045%。試驗中選用宇部HVSC800PL臥式擠壓鑄造機,沖頭直徑為Φ125mm,將內澆口設置在發動機懸置支架壁厚最大的位置,使金屬液在沖頭作用下反重力充型,見圖2。擠壓鑄造工藝參數:擠壓比壓為100 MPa,澆注溫度為700 ℃,模具溫度為200 ℃,擠壓速度(沖頭運動速度)采用分段調速,即第一段沖頭速度設置為180 mm/s,第二段沖頭速度設置為80 mm/s,第三段沖頭速度設置為50 mm/s,保壓時間約為75 s。
表1:A356.2鋁合金的化學成分
圖2:鑄件反重力充型示意圖 1.2、熱處理工藝 擠壓鑄造鋁合金懸置支架采用固溶時效熱處理。試驗選定了4種熱處理方案:方案①:535℃4 h固溶+155 ℃6 h時效+8 min水淬;方案②:535 ℃4 h固溶+160 ℃7 h時效+8 min水淬;方案③:535 ℃6 h固溶+ 170 ℃6 h時效+8 min水淬;方案④:535 ℃6 h固溶+180 ℃6 h時效+8 min水淬。 1.3、顯微組織分析及內部缺陷觀察 顯微組織觀察試樣需經過粗磨、細磨、拋光、腐蝕,腐蝕后的試樣用無水酒精清洗干凈,并用冷風吹干。腐蝕劑為體積分數為2%的HF溶液。在Leica DFC295光學顯微鏡下觀察顯微組織形貌。固溶時效處理的懸置支架內部采用X-射線無損探傷檢測,觀察其內部縮松、縮孔、裂紋等缺陷。對懸置支架中可能存在的夾雜缺陷,采用顯微鏡對拉伸試棒斷口進行宏觀觀察。 1.4、力學性能測試 從熱處理后的支架中隨機選取試樣進行測試,在支架中間部位選取9個測試點,見圖3。硬度在HBE-300M布氏硬度計上測量,載荷為500 kN,加載時間為25 s,測量結果取平均值。在支架本體截取拉伸試棒進行力學性能測試,截取位置分別距離內澆口15 mm與55 mm,見圖4。拉伸試棒見圖5。拉伸試驗采用三思UTM5105拉伸試驗機,載荷為100 kN,加載速度為1 mm/min。每種熱處理狀態下同一位置的拉伸試樣取2個,力學性能均取2次拉伸的平均值。
圖3:硬度取樣點位置
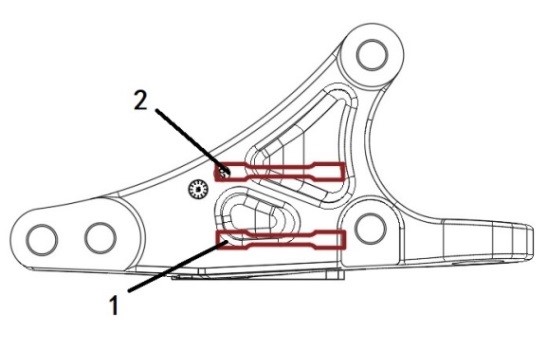
圖4:拉伸試樣取樣位置示意圖
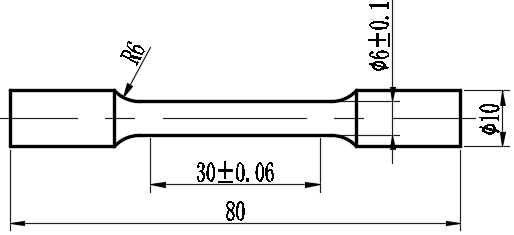
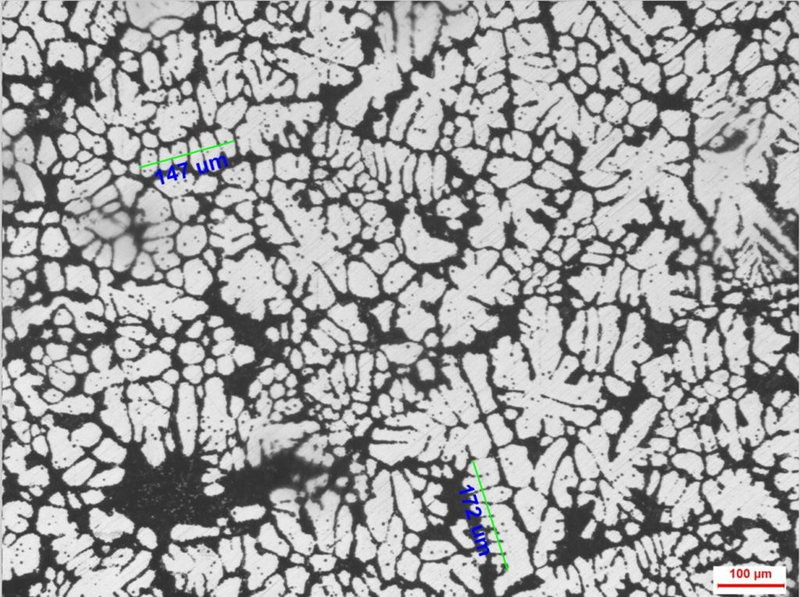
圖5:拉伸試棒尺寸 2、試驗結果與分析 2.1、顯微組織 圖6為擠壓鑄造A356.2鋁合金的鑄態顯微組織。其中,灰色的樹枝晶為α-Al基體,黑色團狀區為Al-Si共晶組織,位于樹枝晶界,共晶硅呈纖維和短棒狀。由于A356.2合金中鎂含量較低,導致鑄態組織中Mg2Si相數量少且較細,在光學顯微組織中不容易被發現。利用ImageJ圖像處理軟件對擠壓鑄造A356.2鋁合金鑄態組織分析,得出α-Al晶粒尺寸約為148 μm,二次枝晶間距約為20 μm。擠壓鑄造A356.2鋁合金的晶粒尺寸與二次枝晶間距均小于金屬型重力鑄造、低壓鑄造尺寸,是因為鋁合金液在高壓下成形和凝固,鑄件與模具型壁貼合緊密,冷卻速度加快,晶粒得到明顯細化。
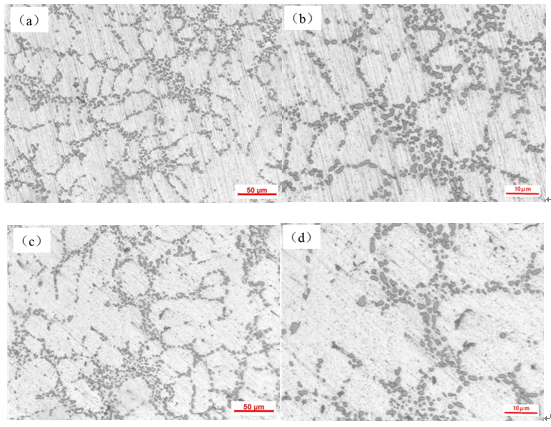
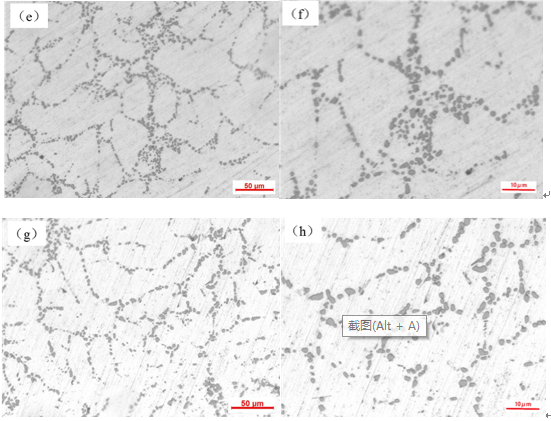
圖6:擠壓鑄造A356.2鋁合金鑄態顯微組織 圖7為擠壓鑄造A356.2鋁合金固溶時效處理后的顯微組織。圖7a、圖7b中橢圓形樹枝狀組織為α-Al基體,樹枝間隙為共晶組織(α+Si),其中灰色顆粒為共晶Si。對比鑄造組織可以發現,經固溶熱處理,共晶組織形態發生較大變化,是因為共晶組織中Si相部分固溶到α-Al相中,導致Si相含量減少。隨著固溶時間增加,α-Al相由橢圓形向圓形轉化,見圖7e、圖7g。從圖7b、圖7d可以看出,當固溶時間為4 h時,可視區內共晶Si呈離散分布,且顆粒數量較多;從圖7f、圖7h可以看出,當固溶時間增加到6 h時,共晶Si數量減少,且共晶Si尺寸也有一定程度減小,而時效溫度提高到180 ℃時,共晶Si數量明顯減少,Si越來越孤立且長大粗化,由粒狀、球狀向片狀轉變。
圖7:不同熱處理方案下擠壓鑄造A356.2鋁合金顯微組織 2.2、力學性能 不同熱處理試樣的力學性能數據見表2。可以看出,經4種固溶時效,A356.2鋁合金硬度變化不大,均超過100HB,滿足發動機懸置支架的硬度要求。經方案1熱處理后,試樣的平均抗拉強度為308 MPa,屈服強度為243 MPa,斷后伸長率為7%,3項力學性能指標均不能滿足使用要求。經方案2熱處理后,試樣的平均抗拉強度為312.5 MPa,屈服強度為264 MPa,斷后伸長率為5.5%,在此方案下,抗拉強度和屈服強度均超過使用規定值,但斷后伸長率不能滿足使用要求。方案3熱處理下,試樣的平均抗拉強度為340.5 MPa,屈服強度為274.5 MPa,斷后伸長率為10%。可見,試樣經方案3熱處理后,試樣的3項力學性能指標均超過了使用規定值,其中抗拉強度超過30.5 MPa,屈服強度超過24.5 MPa,斷后伸長率超過25%。方案4熱處理下,試樣的平均抗拉強度為313 MPa,屈服強度為268.5 MPa,斷后伸長率為5%。在此方案下,試樣的抗拉強度和屈服強度超過使用規定值,但斷后伸長率不能滿足使用要求。
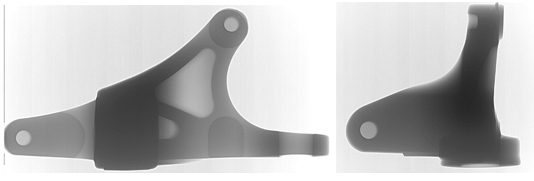
表2:不同熱處理方案下試樣的力學性能 從試驗結果看,在固溶溫度(535℃)不變時,固溶時間、時效溫度和時效時間對A356.2鋁合金的力學性能均有一定的影響。固溶時間過短,不利于Si、Mg元素在α-Al相中充分擴散與溶解,降低固溶強化效果;固溶時間過長,會導致α-Al相粗化,降低材料的力學性能。A356.2鋁合金的固溶時間取6 h比較合理。 鋁合金在時效處理中顯微組織發生了α-Al→G.P.區→β′相→β相的轉變過程,轉變過程中伴隨強化相β′的析出,β′相與α-Al基體保持半共格,使晶格發生嚴重畸變,而起到強化作用。如果β′相能充分彌散均勻析出,可使強化效果達到最佳。當時效過程進一步延長時,β′相將進一步轉化為穩定的β相。β相與α-Al基體是非共格關系,對基體的強化作用較弱,如果在時效處理過程中,β相發生粗化,對基體的強化作用將更差。因此,時效處理時,需要合理設置時效溫度和時效時間,以控制強化相的析出。時效溫度和時效時間主要影響共晶硅顆粒以及強化相的形態和分布。方案4與方案3相比較,將時效溫度由170 ℃提高到180 ℃,試樣的力學性能均出現明顯下降,尤其伸長率降低50%。這是因為,時效溫度提高后,共晶Si出現一定程度的粗化,且顆粒圓度得不到保證,從而導致材料力學性能下降。 2.3、內部缺陷 對懸置支架中可能存在的縮孔、縮松以及氣孔缺陷,采用X射線進行無損探傷檢測,檢測結果見圖8。可以看出,鑄件未發現明顯的黑點、顯微縮孔以及樹枝狀的暗區,支架內部品質良好,縮孔、氣孔≤ASTM(美國材料與試驗協會)E115一級,滿足產品使用要求。試驗中,將內澆口設置在發動機懸置支架壁厚最大的位置,且鋁合金液在沖頭作用下反重力充型,可以方便支架排氣、凝固補縮,對減少或消除支架中氣孔、縮孔、縮松等缺陷是有利的
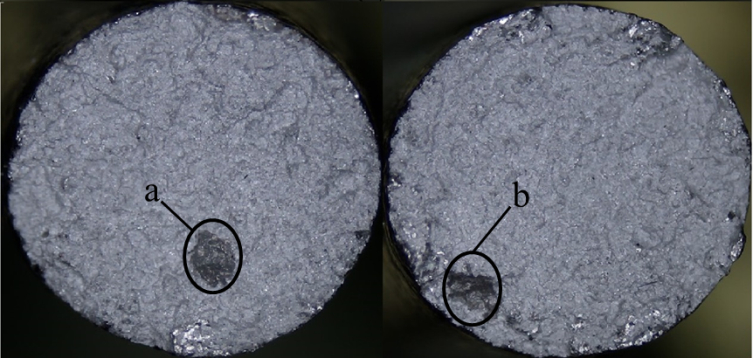
圖8:X射線探傷檢測 圖9為部分拉伸試棒的宏觀斷口形貌。可以看出,試棒中存在著不同程度的夾雜物(圖中a、b處),夾雜物的存在會影響鑄件的力學性能。鋁合金鑄件中常見的夾雜物缺陷主要有氧化物夾雜以及熔煉劑夾渣等,需要根據具體生產情況分析夾雜物可能產生的原因,提出相應的解決辦法如。比如,夾雜物如果是氧化夾雜,應在鋁液表面加覆蓋劑,以及定時進行扒渣,及時去除熔液表面氧化物;如果夾雜物是因為脫模劑及熔煉劑混入引起的,則應控制脫模劑與熔煉劑用量,并每隔一段時間對模具進行清理。
圖9:拉伸試棒宏觀斷口 3、結論 (1)擠壓鑄造A356.2鋁合金鑄態組織由α-Al相和Al-Si共晶組成,晶粒尺寸與二次枝晶間距均小于金屬型重力鑄造、低壓鑄造尺寸;經固溶時效處理后,共晶Si以粒狀、球狀形式分布在α-Al晶界。 (2)A356.2鋁合金懸置支架合理的熱處理方案為:535 ℃6 h固溶+170 ℃6 h時效+8 min水淬,熱處理后其抗拉強度為340.5 MPa,屈服強度為274.5 MPa,伸長率為10%,滿足支架整體力學性能要求。 (3)將內澆口設置在發動機懸置支架壁厚最大的位置,且采用反重力充型的擠壓鑄造工藝,可以減少或消除支架中氣孔、縮孔、縮松等缺陷。
作者: 本文來自:《特種鑄造及有色合金》雜志2020年第40卷第02期 |

.png)
.jpg)

.jpg)
.jpg)