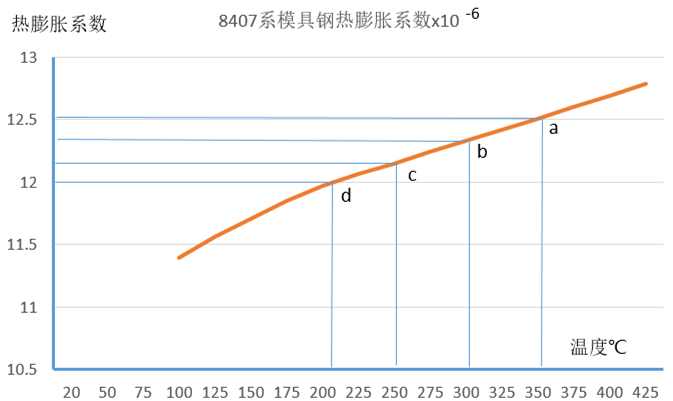
 摘要:壓鑄件包緊力在鋁合金在模具內的冷卻開始到頂出鑄件的過程中,始終是動態變化的。重點分析模具材料與合金材料隨溫度變化對應有不同的熱膨脹系數,模具設計時根據不同壓鑄合金選擇不同的收縮率。壓鑄工廠在生產中因為溫度變化造成的頂出鑄件故障可以通過溫度的調整來解決。 壓鑄合金的凝固過程中,鑄件的收縮對模具產生包緊力,模具材料也在溫度變化中收縮,鑄件與模具的協同變化造成包緊力的動態變化。鑄件從模具頂出后有一定的溫度,在冷卻至室溫時還會收縮。模具設計手冊推薦鑄件的收縮率為0.4%~0.7%。這種動態的變化造成模具設計者選擇收縮率出現困難。實際上鑄件的包緊力與起模斜度,模具光潔度,頂桿布局,離型劑濃度,模具溫度,鑄件溫度等都緊密相關。本課題僅從模具和鑄件的收縮率,熱膨脹系數進行分析,提供模具設計時選擇模具收縮率的參數。并提供了一種壓鑄生產廠家在遇到因為溫度變化引起的鑄件頂出困難時的有效對策。 1.金屬材料的熱膨脹系數 壓鑄過程中涉及到的熱膨脹系數主要是模具鋼和壓鑄材料兩個方面。 1.1.模具鋼的熱膨脹系數: 壓鑄模具材料常用8407,DIEVAR,H13,SKD61等都屬于同一類型的金屬材料。對于鋁合金壓鑄,模具預熱后的正常生產時的模具溫度范圍在75~425 ℃之間(見圖1)。不同的壓鑄企業模具使用溫度存在差異,企業可以根據大數據進行統計確認,以根據模具的使用溫度選擇對應的模具熱膨脹系數。
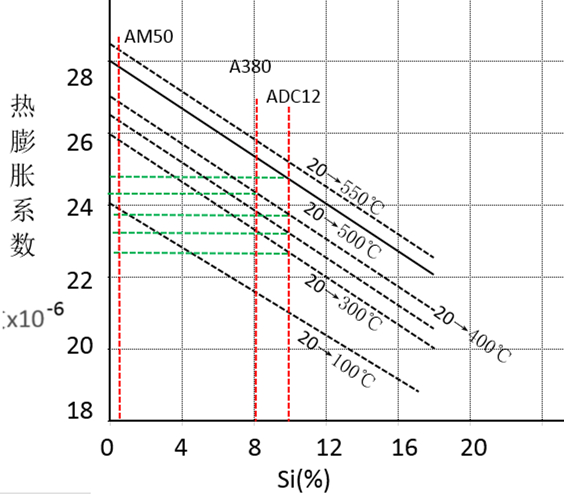
圖1:模具材料的溫度與熱膨脹系數之間的關系 1.2.鋁合金鎂合金的熱膨脹系數: 壓鑄鋁合金、鎂合金的熱膨脹系數主要和Si含量有關。同一溫度情況下Si含量越高,熱膨脹系數越小.圖2為3種常用壓鑄材料ADC12,A380,AM50的熱膨脹系數,豎線是該材料成分需求的中值。壓鑄廠家可以根據自己公司的常用Si含量進行對應查詢熱膨脹系數。
圖2:壓鑄合金的熱膨脹系數 2.壓鑄模具收縮率的選定 壓鑄模具設計選擇收縮率時需要根據模具材料,鋁合金種類,壓鑄時模具的溫度綜合選擇。 2.1壓鑄件和模具的溫度: 模具設計時采用的收縮率定義是壓鑄件從模具頂出的瞬間開始冷卻到常溫的鑄件尺寸的變化。測量的壓鑄鋁合金是ADC12,模具是8407時的溫度變化。熱成像儀測量模具的Ar1區域最高溫度是289.5 ℃(鑄件頂出瞬間模具還在快速降溫),測量的鑄件的外部溫度在350 ℃,內部約400 ℃(這種熱成像儀測量溫度有延遲,溫度低于實際溫度約50 ℃)(見圖3)
圖3:模具的熱成像溫度 2.2模具鋼材料和壓鑄合金材料熱膨脹系數在不同的溫度下對應表: 常用的3種壓鑄材料為ADC12,A380,AM50的熱膨脹系數見表1。以壓鑄鋁合金ADC12(熔點580℃)為例,模具材料選擇8407.壓鑄件在模具內的溫度t ℃從550℃開始下降到500℃,450℃,400℃,一直到室溫20℃時,分別對應的熱膨脹系數r 為25.3,24.8,24.3,23.8等至常溫時定義為0。對應于鑄件的溫度,模具鋼8407的溫度分別為450℃,400℃,350℃,300℃(較鑄件低100℃)時的熱膨脹系數為12.89,12.69,12.51,12.33等。
表1:壓鑄件與模具溫度變化的熱膨脹系數變化對應表 2.3壓鑄合金的收縮率 從表1中看出,當鑄件頂出模具時,鑄件內部的溫度350~400 ℃時,對應模具溫度為280~300 ℃,此時ADC12鑄件和8407模具的公稱尺寸接近。經過測試模具和鑄件的溫度,以及統計生產中的模具的尺寸溫度變化,確定了表1中合理的推薦值(黑色框外數據僅參考)作為模具設計需要的參考數據。當連續生產時,模具溫度與鑄件的溫度變化趨于穩定。ADC12在頂出鑄件溫度為370 ℃,模具溫度290 ℃分別對應的熱膨脹系數為23.6和24.1×10-6℃-1,據此根據表1計算出ADC12的壓鑄件模具設計時收縮率0.005,同理推算出A380和AM50分別為0.006和0.007。 3.鑄件頂出困難的原理及對策 壓鑄件在模具內頂出困難時采用烘烤鑄件升溫再頂出鑄件的措施。當鑄件在模具內頂出困難時,最常用的現場處理問題的方法是在鑄件與模具的結合部位涂上一層油脂,然后用天然氣烘烤鑄件后能再次頂出鑄件。方法簡單有效。
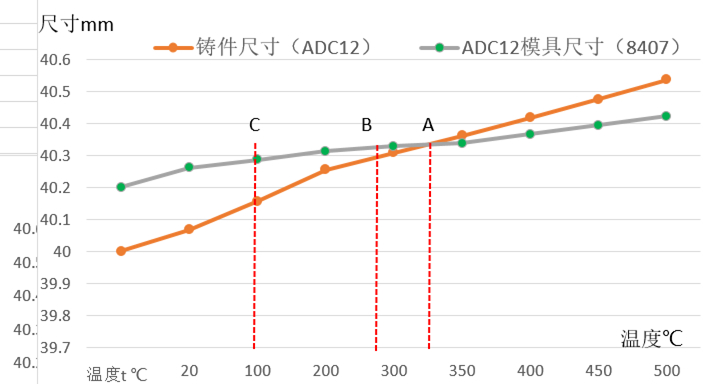
圖4:鑄件(公稱尺寸為40mm時)與模具在不同溫度下的尺寸變化 根據表1做出鑄件公稱尺寸為40mm時(其他尺寸斜率一樣)和模具隨溫度的變化關系曲線見圖4。可見鑄件和模具的尺寸都會隨溫度的升高而升高,但是斜率不同,圖4中的A點是鑄件和模具膨脹量等同時的交叉點,隨溫度的再升高,鑄件的尺寸>模具的尺寸。 造成鑄件包模頂出困難的原因之一就是生產中的停頓使鑄件溫度下降到C區附近,鑄件的收縮使尺寸小于模具的尺寸造成包緊力更大。采用烘烤方法使鑄件的溫度上升,熱膨脹量增加到合理B區,甚至A區,大于了模具的尺寸,使包緊力減小,但也不可以任意溫升過高,這樣會減少鑄件的強度導致頂穿鑄件。在此過程中可以采用一邊烘烤一邊嘗試頂出的方法,這種方法快速簡單有效。否則需要下模具由模具工剔除的方法,費時費力。 4、結論 壓鑄件與模具鋼的熱膨脹斜率不同,其中的相交點是兩者的熱膨脹量相等的點。壓鑄企業在生產中遇到鑄件包模頂出困難時采用烘烤鑄件升溫的方法,使鑄件的熱膨脹量達到斜率的交點附近時能大幅度的減少鑄件的包緊力,從而順利的頂出鑄件。 |

.jpg)

.jpg)
.jpg)