.jpg) 摘要:通過Flow-3D仿真軟件,對鎂合金散熱器普通壓鑄及真空壓鑄進行模擬仿真,對比充型過程的缺陷和卷氣結果,并進行試制產品。通過分析普通壓鑄和真空壓鑄件的微觀組織和力學性能。結果表明,真空壓鑄能夠獲得充型完整、外觀優良的鎂合金壓鑄件,并且其抗拉強度和伸長率較普通壓鑄件分別提高14.1%和42.1%。 壓力鑄造是鎂合金最常用的加工成形工藝,約占總加工量的90%。壓鑄時鎂合金液充型速度較快,且其自身熱容小,容易在充型過程中形成卷氣,形成氣孔,導致縮松、縮孔。降低壓鑄件的縮孔,提高其致密度一直是研究的重點。真空壓鑄能夠在一定程度上減少型腔內的氣體,減少鑄件的卷氣缺陷,提高其應用范圍。本課題通過Flow-3D軟件對鎂合金散熱器壓鑄件進行試澆模擬分析,對比散熱器真空壓鑄件與普通壓鑄件缺陷和卷氣分布位置并進行試驗驗證,為真空壓鑄生產鎂合金散熱器壓鑄件提供參考。 1、鑄件模型分析 散熱器壓鑄件模型和抽氣系統見圖1(含澆注系統),采用多齒槽型排氣槽,防止金屬液堵塞抽氣通道。采用AZ91D鎂合金的熱物性參數見表1,把模型導入仿真軟件后進行網格劃分結果能完整顯示,見圖1b。
表1:Mg-6Al-1Sm-xBi的熱物性參數
圖1:鎂合金壓鑄件及型腔抽氣系統結構圖 2、模擬仿真及結果分析 2.1 壓鑄件充型分析 通過大量前期試驗,選擇澆注溫度為680 ℃,最佳壓鑄工藝參數見表2,對AZ91D鎂合金散熱器進行充型仿真模擬。
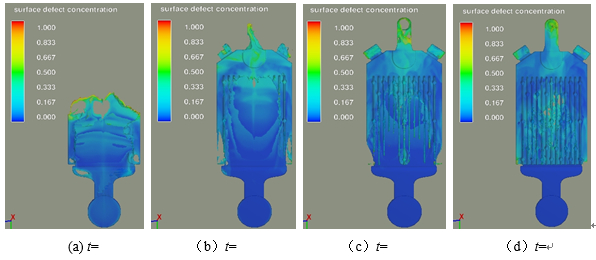
表2:工藝參數 鎂合金壓鑄件的充型過程見圖2。從模擬結果可知,壓鑄件在充型過程中,金屬液從澆口進入,充滿澆注系統,接著由近及遠填充型腔。當金屬液碰到型腔壁時,發生不同程度的紊流和液體飛濺。隨著金屬液的充型直至充滿整個型腔。這會導致壓鑄件會存在不同程度的氧化夾雜和縮松縮孔。
圖2:鑄件充型過程 2.2 普通壓鑄件與真空壓鑄件模擬分析 在表2工藝參數下,對普通壓鑄件和真空壓鑄件進行缺陷模擬分析,其結果見圖3。從模擬結果可知,普通壓鑄件的氧化夾雜分布范圍廣,主要集中在鑄件中心和兩側,且程度較真空壓鑄件高。真空壓鑄件的夾雜缺陷,主要集中在溢流槽,溢流槽在成形后可以去除,少量分布在鑄件中心,分布范圍小,夾雜缺陷程度低。
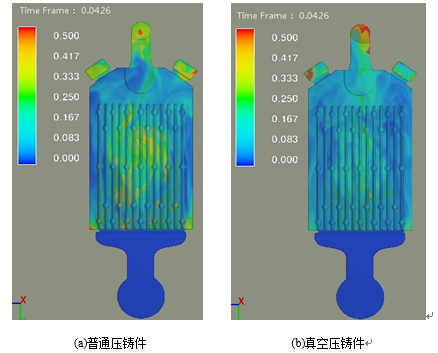
圖3:缺陷模擬結果 同樣在表2工藝參數下,對普通壓鑄件和真空壓鑄件進行卷氣場模擬分析,其結果見圖4。 從模擬結果可知,普通壓鑄件的卷氣區域主要集中在壓鑄件的心部,靠近澆道處也有少量卷氣,卷氣量比真空壓鑄件高。真空壓鑄件的卷氣區域主要集中在溢流槽中,少量分布在鑄件的中心區域,整體的卷氣量較少。由此得出,真空壓鑄件組織較為致密。
圖4:卷氣模擬結果 3、壓鑄件組織性能分析 在相同最佳工藝參數下,對普通壓鑄件和真空壓鑄件分別進行試制,最終壓鑄件的宏觀照片見圖5。可以觀察出,普通壓鑄件和真空壓鑄件的外觀都比較完整,幾乎看不出什么差異。但由于普通壓鑄沒有抽真空,壓鑄件不可避免的存在較多的卷氣缺陷,這在熱處理后表現得尤為明顯。
圖5:壓鑄件宏觀照片 從仿真結果可知,散熱器壓鑄件的缺陷和卷氣主要集中在心部。因此,分別取普通壓鑄件和真空壓鑄件相同位置的散熱片,制備金相試樣進行對比研究,散熱片見圖6。
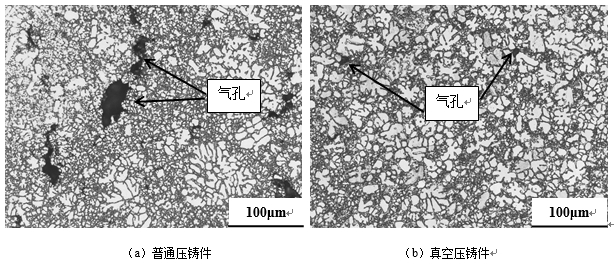
圖6:散熱片 圖7為散熱片微觀組織。可以看出,普通壓鑄件的氣孔分布范圍較廣且氣孔較大,并且存在氧化夾雜;而真空壓鑄件也同樣存在氣孔,但氣孔分布范圍較小且氣孔也比較小。相對比而言,鎂合金真空壓鑄件散熱片上的氣孔缺陷,較普通壓鑄件少,氧化夾雜也明顯減少了,組織也較為致密。
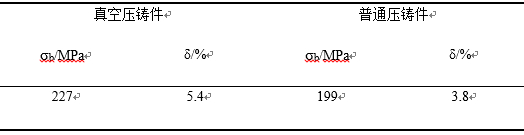
圖7:散熱片微觀組織 分別取普通壓鑄件和真空壓鑄件相同位置的散熱片,進行力學性能測試,得到的抗拉強度和伸長見表2。從表2中可知,真空壓鑄件的抗拉強度較普通壓鑄件的抗拉強度提高了14.1%,伸長率提高了42.1%。
表2:普通壓鑄件與真空壓鑄件力學性能對比 4、結論 (1)通過FLOW-3D軟件,對普通壓鑄件與真空壓鑄件進行充填模擬、缺陷場模擬和卷氣模擬,發現真空壓鑄件的氧化夾雜和卷氣較普通壓鑄件低,得出AZ91D鎂合金散熱器的充型規律,氧化夾雜和卷氣分布的主要位置。 (2)通過試驗得知,真空壓鑄件外觀完整良好、組織致密,且真空壓鑄抗拉強度較普通壓鑄件提高14.1%,伸長率提高了42.1%。
作者: 本文來自:《特種鑄造及有色合金》雜志2020年第40卷第06期 |
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)