.jpg) 摘要:壓鑄模具表面在生產過程中受到周期性的拉應力、壓應力影響從而出現熱疲勞。利用MagmaSOFT軟件對某大型動力總成部件模具熱應力場進行數值模擬分析,通過熱疲勞壽命計算可以估算出模具距離進澆口距離的部位實際使用壽命,并針對使用壽命較低區域提出設計優化措施,從而提高整套模具的使用壽命。 壓鑄模具在高溫、高壓下工作,因此對其熱疲勞強度、耐腐蝕性等要求較高。由于壓鑄模具的制作成本高、周期長,因此模具的使用壽命非常重要。模具的失效形式主要有:塑性變形、熱疲勞、腐蝕、沖蝕及損傷等。實際生產過程中,在多種因素共同作用下影響了模具實際使用壽命,例如材料的選型、材料熱處理工藝、壓鑄工藝條件、表面強化處理、結構設計、模具加工工藝、過程維護保養等。 熱疲勞是壓鑄模具早期主要的失效模式。對目前壓鑄模具失效原因進行分析統計,發現因熱疲勞導致模具失效占所有模具失效模式近70%。因此,本課題主要針對壓鑄模具生產過程中受到熱應力堆積所造成的熱疲勞失效進行研究分析。旨在為其失效控制提供參考。 1、試驗方法 模具在壓鑄生產過程中,受到高溫高速金屬液循環沖刷,模具表面在反復地加熱、散熱的過程急熱、急冷,模具表面溫度與內部溫度變化不同步存在相對膨脹約束作用,導致模具表面溫度上升時候受到壓縮應力,在溫度下降時受到拉伸應力。所產生的應力可用下式描述:
式中,ΔΤ為 溫度梯度,°C/mm;α為模具的熱膨脹系數,1/°C;μ為 泊松比。 使用MagmaSOFT軟件對模具在壓鑄生產過程中的溫度場進行數值模擬分析,隨后將溫度場模擬結果轉化為溫度載荷作為輸入參數,并利用有限元法對模具熱應力場進行數值模擬分析。 2、模型建立及參數設置 2.1分析模型的選擇 根據分析對象的不同,熱應力模擬模型主要有熱彈性模型、熱粘性模型、熱彈塑性模型及熱彈粘塑性模型,其中運用范圍最廣的是熱彈塑性模型。熱彈塑性模型不考慮材料粘性效果,并假設材料在屈服前變形為彈性變形,屈服后的變形為塑性變形。材料的彈性模量及屈服應力只考慮其與溫度計算過程中的函數關系,且在材料臨近液相線溫度時,對應彈性模量及屈服應力均為0。研究對象為H13的壓鑄模具,根據H13鋼熔點及工作溫度等相關條件分析,所進行的熱應力分析計算應選用熱彈性模型。 2.2模擬初始條件 壓鑄充型過程中只需要十幾ms即可完成金屬液對型腔的充型,因此假定初始溫度是均勻的。在模具熱平衡過程中,澆注溫度、模具預熱溫度對模具的溫度場分布影響較大,因此設置多組參數進行模擬分析。 2.3邊界條件 在壓鑄生產循環周期內,模具熱傳遞有多種邊界條件,如模具/模具、模具/金屬液、模具/鑄件、模具/冷卻水道、模具/大氣、模具/噴涂劑,對于傳熱接觸面的傳熱系數可用公式表示:
式中, 2.4模擬材料的熱物性設置 壓鑄模具為H13,環境及噴涂劑初始溫度為20°C下,鑄件與模具,模具與空氣,模具與噴涂劑傳熱系數設置分別為1000,20,600 W/(m2•K),澆注溫度為660 °C,模具預熱溫度為180 °C,冷卻水道參數按模具3D數模結構; 3、數值模擬結果分析 根據模具表面溫度場模擬結果分別在模具定模模面的充填前段、中段及尾段取點進行熱應力模擬分析,并對比3個區域的模具表面熱應力變化,具體取點位置見圖1,A區域中模具表面分別選取A點與間隔3 mm的B點;C區域中模具表面分別選取C點與間隔3 mm的D點;E區域中模具表面分別選取E點與間隔3mm的F點。溫度場模擬結果見圖2。
圖1:按距離進澆口不同位置取A/B點、C/D點、E/F點
圖2:A點、C點、E點單循環模具表面溫度變化 圖3為在應力數值模擬結果基礎上輸出的A區域、C區域及E區域在多個壓鑄循環周期內的熱應力變化曲線圖。從圖3可以看出,A-B區域、C-D區域及E-F區域在壓鑄循環周期內所受到的最大壓縮應力出現在合模階段金屬液剛開始充填進型腔模具表面急熱的時候,最大壓縮應力分別為126.5、120.1及119.2 MPa,最大拉應力出現在模具開模后模具表面急冷的時候,最大拉應力分別為26.5、20.1及19.2 MPa。由模擬結果可以看到,模具表面所受到的最大壓應力與拉應力相差較大。這主要是因為,合模期間,模具定模面不僅受到熱膨脹內部的約束力,還受到了動模的鎖模約束力;而在模具打開以后,定模模面只受到收縮內部的約束力。圖4為A區域、C區域及E區域在1個壓鑄循環周期內的模具表面應變變化曲線圖。由圖4可知,模具3個區域內最大應變分別為0.034、0.025及0.022 mm。同時發現模具表面的應變最大值出現在模具剛打開的時候。因為定模在模具打開后不再受到動模鎖模力的約束,模具表面從壓應力轉換為拉應力,模具變形在屈服區外時會伴隨出現彈性變形,因此循環周期后期應變量會降低。
圖3:模具A、C、E區域多個周期內表面所受應力變化曲線
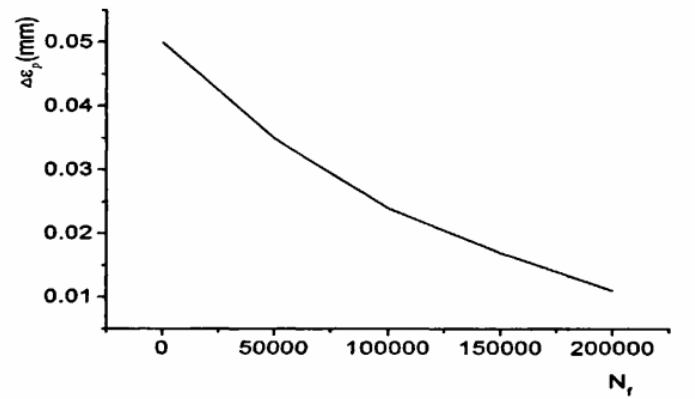
圖4:模具A、C、E區域表面應變值變化 4、模具使用壽命估算 4.1金屬熱疲勞壽命計算的方法 當模具表面產生的交變熱應力超過了屈服強度時,就會產生熱疲勞微裂紋,隨著循環次數的增加,微裂紋會在模具表面或向內部出現由慢到快的擴展過程,從導致模具表面出現龜裂或開裂。當模具表面出現嚴重的龜裂紋會直接影響鑄件成形面質量及尺寸精度,生產過程中易出現燒傷、粘料現象,影響生產效率及增加維護成本,更嚴重的直接導致模具鑲塊開裂至使模具報廢。 根據金屬疲勞學可知,金屬部件出現熱疲勞微裂痕的前提條件是產生了塑性變形,金屬部件應變交集處所產生的最大局部應變及應力決定了部件的疲勞壽命。所研究的壓鑄模具疲勞壽命,可以認為最大局部應變和應力相同區域其疲勞壽命也相同。H13鋼的斷裂韌度在100~160 MPa?m1、2,因此可通過低周疲勞的應變-壽命( )曲線對模具熱疲勞壽命進行估算。應變-壽命可用Coffin-Mansio方程表示為:
式中, ΔεΡ為塑性應變幅;
圖5:H13模具鋼材料應變-壽命關系曲線圖 根據應力場模擬分析結果可知,A-B區域、C-D區域及E-F區域所發生的最大應變值分別為0.034、0.025及0.022 mm,代入式(4)和式(5)可以估算出模具對應部位使用壽命分別約為45 000、90 000及100 000模次。 4.3 模具壽命延長的改善措施 熱疲勞失效是目前模具失效的主要失效模式。因此針對模具疲勞失效總是在某一區域先產生的特點,可以對失效的源頭部位進行預測,并針對局部區域的模具進行對應改善措施以延長模具整體使用壽命。根據對模具應力分析及壽命估算結果,對模具靠近進澆口區域采取的措施有: (1)模具局部進行切割鑲件處理 局部切割鑲件的好處:局部鑲件切割可以使模具局部冷卻系統加工過程更簡單,冷卻點距離模具成形面可以設計到5 mm以下,對模具局部高溫區域冷卻效果更好;鑲件結構相對簡單,有利于熱處理過程獲得更好的物理性能及降低表面強化處理的工藝難度;局部鑲件可以使用物理性能更好的材料制作,而不會對模具整體制作成本產生太大影響;鑲件提前老化失效方便重新制作并替換,延長模具整體使用壽命。所研究的變速箱殼體模具局部鑲件設計具體見圖6.
圖6:變速箱殼體模具鑲件設計 (2)局部采用獨立高壓點冷設計 點冷設計見圖7.
圖7:鑲件冷卻管道設計 (3)鑲件進行表面強化處理 主要對鑲件進行拋丸及離子氮化處理,模具表面通過拋丸處理,可以在其表面形成層致密的壓應力層,從而提高抗疲勞強度,另外拋丸還可以將模具在加工過程中形成的加工紋路去除,以減少應力集中點。 (4)選用彈性模量更大,韌性、熱疲勞抗力及抗氧化性更好的8418模具鋼材進行鑲件制作; 4.4 模具壽命統計及驗證 通過生產管理ERP系統對模具實際生產使用壽命統計,所研究的變速箱殼體模具實際生產模次為92 762,模具停用報廢處理。鑲件在實際生產過程中生產了53 164模次后進行了新鑲件的更換,鑲件失效模式為表面龜裂嚴重,鑄點嚴重影響到產品外觀質量,并由于表面出現冷卻水滲漏,導致鑲件失去使用功能,見圖8和圖9。考慮到模具在生產實際過程中實際使用壽命受到諸多不確定因素的影響,可以認為模擬結果與實際結果基本吻合,且改善措施有效。
圖8:鑲件成型毛坯面龜裂狀態
圖9:鑲件表面龜裂狀態 5、結論 在模具溫度場數值模擬結果的基礎上,對模具表面的應力場進行模擬分析。模具表面在壓鑄生產過程中周期性的受到拉、壓應力影響,從而導致出現熱疲勞。通過熱疲勞壽命計算,模具充填前段與中后段的使用壽命,最后通過實際生產驗證及模具壽命統計,驗證了模擬結果的準確性。
作者: |


 為溫度梯度;
為溫度梯度; 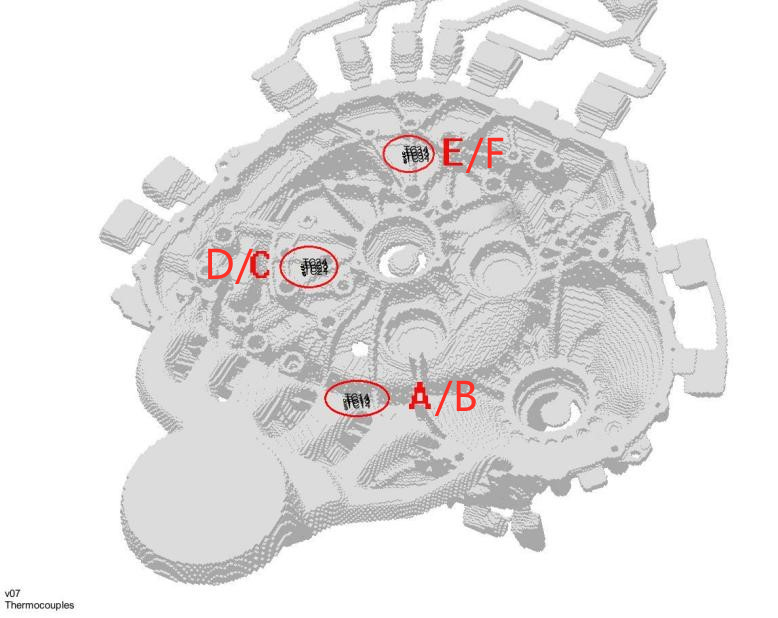
.jpg)
.jpg)
.jpg)

 為疲勞強度系數;b為疲勞強度指數;N為循環疲勞壽命;
為疲勞強度系數;b為疲勞強度指數;N為循環疲勞壽命; 
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)