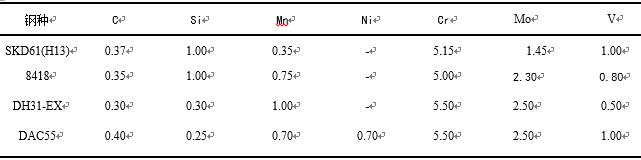
 摘要:為減少壓鑄模裂紋的產生,延長壓鑄模使用壽命,采用普通熱作模具鋼及高鉬熱作模具鋼,試驗了其產生龜裂紋的模次。考查兩種模具鋼表面氮化后出現龜裂紋的模次及龜裂紋的深度,并對對模具加工的殘余應力進行了分析。結果表明,相同產品、相同生產條件做了氣體表面氮化的模具壽命比不做表面氮化的模具壽命延長53%~75%。 目前,汽車的發展帶動鋁合金壓鑄件每年兩位數的增長。壓鑄工藝的特點是高溫、高壓和高速,由于汽車零件結構復雜、精密且有耐壓要求,所以壓鑄模具經常在高溫、高壓和高速的惡劣環境下工作,通常生產8萬模次就要報廢,影響鋁合金壓鑄件生產的品質、效率及成本。因此制造復雜、精密和長壽命的壓鑄模成了生產廠家的迫切要求。影響壓鑄模壽命的因素很多,諸如鋼種(模具鋼材的成分)、熱處理、模具加工工藝、模具結構、表面處理及維護保養等。造成壓鑄模具報廢的原因有熱龜裂紋(鋁合金壓鑄模具占60%~70%)、脆性穿透裂紋(鋁合金壓鑄模具占10%~20%)、粘蝕、熔蝕、變形等。本課題為延長模具壽命,專門針對裂紋試驗了不同的鋼種、模具加工工藝和表面處理,并成功地應用于某支架零件的壓鑄生產。 1、裂紋形成機理及鋼種的選擇 裂紋形成與模具受到的熱疲勞應力及自身的殘余應力有關。壓鑄是一個噴脫模劑冷卻和鋁液加熱交替循環的過程,因此在模具型腔表面產生熱疲勞應力。當熱疲勞應力累積超過模具鋼自身的抗熱疲勞強度時,型腔表面開始出現細小的熱龜裂紋,并在后續的壓鑄生產中不斷變寬加深,連成一片后型腔表面出現崩缺。模具加工工藝及形狀結構會產生殘余應力集中,容易出現脆性穿透裂紋,也會在壓鑄生產中不斷變寬加深,最后形成模具的大開裂。 由于汽車零件壓鑄模具的高要求,在試驗中選取了抗熱疲勞強度高的進口高級模具鋼,如8418、DH31-EX和DAC55模具鋼,成分數據取中值,和常用模具鋼H13做對比,見表1。可以看到,前3種模具鋼一個共同特點都是Mo含量高。把少量鉬加到鋼之中,可提高鋼的強度,特別是高溫強度和韌性,改善鋼在酸堿溶液和液態金屬中的抗蝕性,以及鋼的耐磨性和善淬透性、焊接性、耐熱性。
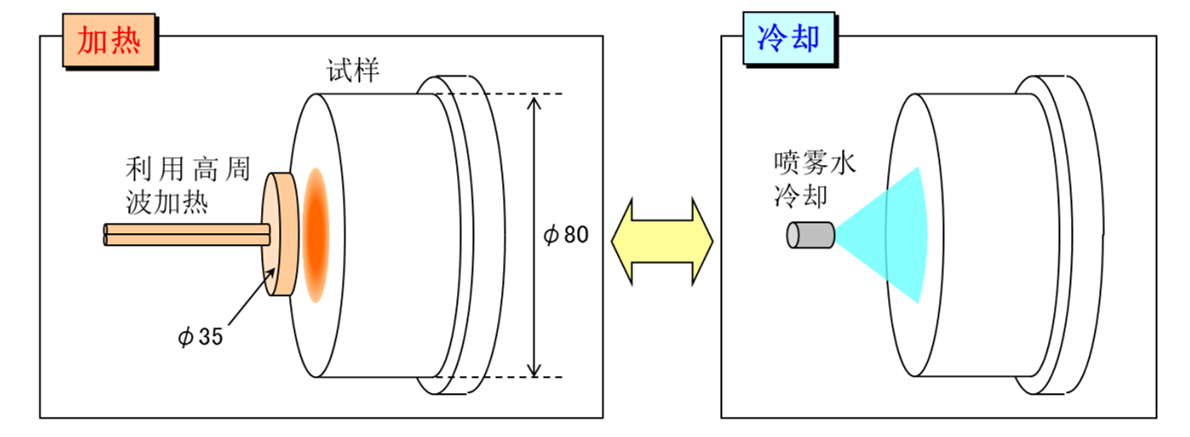
表1:模具鋼成分 2、設備選擇及試驗方法 壓鑄過程的循環如下:打開模具,取出壓鑄件,向型腔噴水溶性脫模劑,吹干型腔,合模,壓鑄。因此壓鑄就是一個冷卻(噴水溶性離模劑)加熱(壓鑄)交替循環的過程。根據壓鑄工作原理,開發了相應的試驗儀器,見圖1。
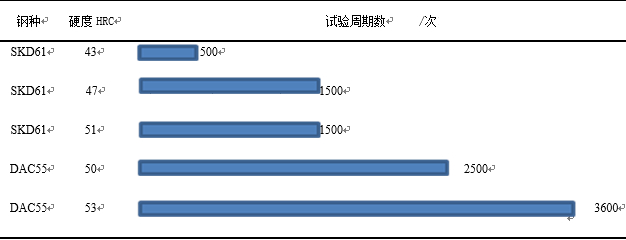
圖1:試驗儀器示意圖 試驗對象是模具鋼試樣,直徑為80 mm,在試樣背面鉆直徑為5 mm孔安裝熱電偶,測溫孔前端距離加熱端面20 mm。高周波儀連接加熱盤,加熱盤直徑為35 mm。冷卻器采用連接自來水和壓縮空氣的噴槍。高周波快速加熱試樣到600 ℃后,再噴霧冷卻到150 ℃ ,記錄為1個模次,并反復循環。 3、試驗結果分析 首先用普通模具鋼H13與Mo含量高的模具鋼DAC55進行對比,得到兩種鋼材不同硬度出現表面龜裂紋的模次,見表2。可以看出,硬度高,抗熱疲勞強度越高,出現熱龜裂紋的模次就越大。在硬度接近條件下,Mo含量高的DAC55鋼出現表面龜裂紋的模次比H13高66%。
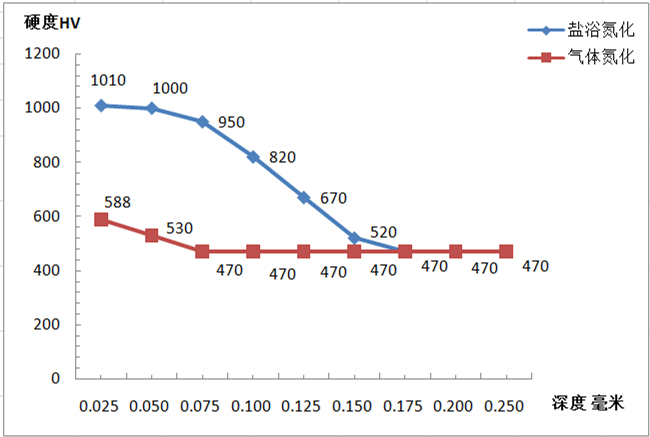
表2:兩種鋼材不同硬度出現表面龜裂紋的模次 從表1可以看出,模具鋼硬度越高,抗熱疲勞強度越高,出現表面龜裂紋的模次就越高。因為模具鋼硬度越高,韌性就越低,在模具殘余應力集中位置就容易出現大開裂。為此,試驗另一種表面處理工藝,在保證模具鋼內部韌性的前提下,提高表面硬度來提高模具鋼抗熱疲勞強度,見圖2。
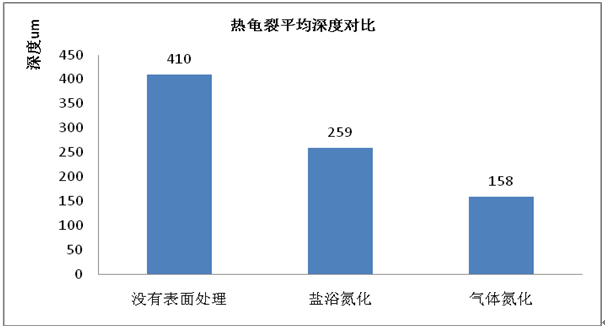
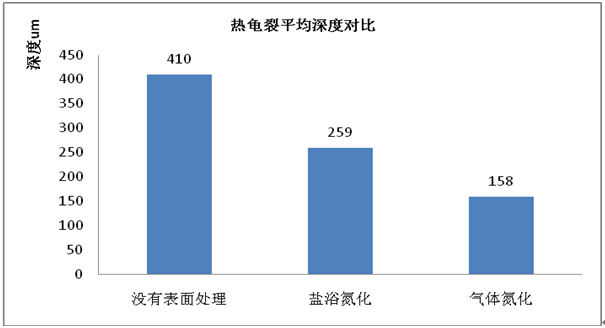
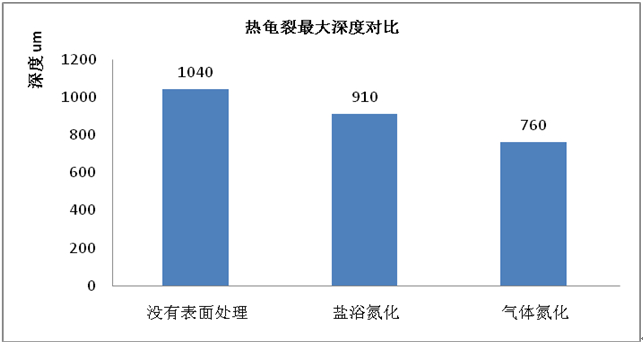
圖2:兩種表面處理工藝的硬度值圖 從圖2得知,鹽浴氮化的硬度會大于氣體氮化,理論上鹽浴氮化出現表面龜裂紋的模次會大于氣體氮化的。分別用未處理試樣、鹽浴氮化試樣和氣體氮化試樣做冷熱交替循環試驗,材料是H13鋼,從表2可知出現表面龜裂紋的最大模次是3600,因此試驗的模次設定為5000。試驗結果見圖3和表3,發現沒有表面處理的試樣龜裂紋的平均深度及最大深度都是最大;氣體氮化試樣龜裂紋的平均深度及最大深度都是最少。表3顯示鹽浴氮化試樣出現表面龜裂紋最早;氣體氮化試樣出現表面龜裂紋最遲。鹽浴氮化出現表面龜裂紋的模次小于氣體氮化;表面龜裂紋的平均深度及最大深度也比氣體氮化深。原因是鹽浴氮化表面出現0.01 mm的白層,產生應力集中。
圖3:3種表面狀態的龜裂紋平均深度圖
圖4:3種表面狀態的龜裂紋最大深度圖
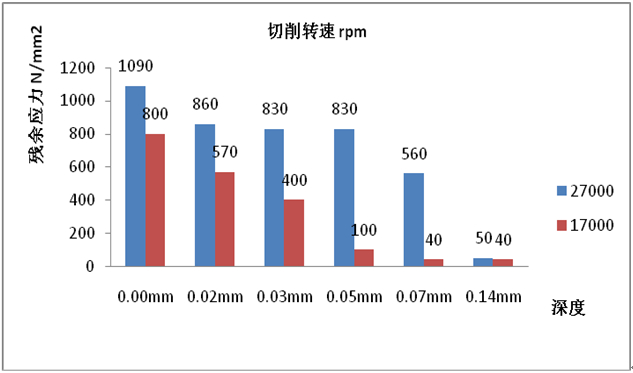
表3:不同表面狀態下出現表面龜裂紋的模次 除了對鋼材及表面處理進行研究外,本項目還對模具加工工藝產生的殘余應力進行研究。針對型腔加工常用高速切削加工工藝,通過X射線檢測得到的殘余應力數值見圖4。從數據對比看出,切削速度不宜太高。這需要在后序退火處理中去除殘余應力,不然會在壓鑄生產中容易引起模具開裂。
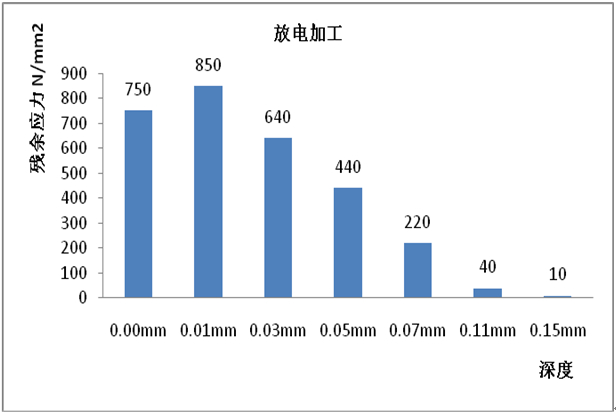
圖4:模具切削加工產生的殘余應力 對模具放電加工產生的殘余應力進行研究,得到的殘余應力數值,見圖5。原因是放電加工會在型腔產生白層,殘余應力數值較大白層深度只有0.11 mm,可以用研磨砂紙及油石手工拋光去除。
圖5:模具放電加工產生的殘余應力 為探討減少裂紋導致的模具失效,選定了一款支架零件模具進行了對比試驗,產品結構見圖6。產品基本尺寸為155 mm×150 mm×86 mm,鑄件質量為0.85 kg。
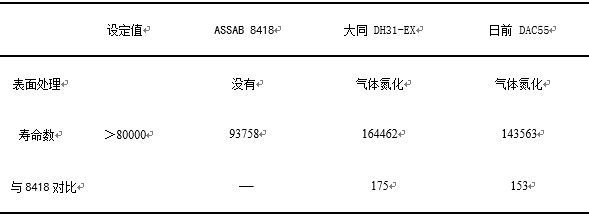
圖6:支架零件圖 根據前面的試驗數據,同一款產品用3種模具鋼制作3套模具,相同的模具制造工藝。由于8418廠家不認同氣體氮化能減少模具表面龜裂紋,因此在試模產品尺寸檢測合格后,只在DH31-EX和DAC55鋼做氣體氮化,通過實際生產數據探討減少裂紋導致的模具失效方法,經過一年生產,進行了氣體氮化處理的模具壽命有了大幅提高,見表4。
表4:做表面處理的模具壽命對比分析 4、結語 為減少壓鑄模具裂紋的產生,延長壓鑄模具使用壽命,應注意下面幾個方面:Mo含量高的模具鋼的抗熱疲勞強度明顯比普通模具鋼高。模具鋼熱處理硬度高,抗熱疲勞強度越高,出現熱龜裂紋的模次就越大。為兼顧模具的內部韌性及型腔表面抗熱疲勞強度,適當降低模具鋼熱處理硬度,并做表面處理,能有效提高模具使用壽命。模具制作完成后必須做去應力退火。
作者:
涉澤明秀 本文來自:《特種鑄造及有色合金》雜志2020年第40卷第08期 |

.jpg)

.jpg)
.jpg)