.jpg) 原標題:淺析大型壓鑄模零件設計的結構優化 摘要:通過對大型壓鑄模的結構特點進行分析,提出對模具鑲塊結構、導向結構、分流錐和熔杯、抽芯油缸等結構的優化方案。實踐驗證表明,優化方案不僅提高了模具的質量、可維修性以及壓鑄成形的成品率,同時降低了模具的加工難度,提高了生產效率和模具壽命。 隨著我國汽車和機電行業的迅速發展,產品的輕量化、集成化、大型化已成為發展趨勢。以汽車行業為例,幾年前國內汽車行業以及相關的壓鑄企業紛紛購買大型壓鑄機從2000 t到3800 t,基本上都是以生產發動機變速箱殼體和缸體為主。而近兩年對應汽車車身結構件一體化的結構優化,力勁集團已推出9000 t壓鑄機用于壓鑄生產汽車車身結構件。隨著產品的大型化以及集成化,造成壓鑄模具的尺寸越來越大,結構越來越復雜,模具的壓鑄成品率、壓鑄的生產效率、模具的可靠性及模具壽命成為大型壓鑄模具設計的目標。因此,合理設計壓鑄模零件結構,對生產的壓鑄件質量、生產效率、產品成本、生產管理、模具壽命等起著至關重要的作用。 1、大型壓鑄模的特點 通常壓鑄模具的基本結構有以下幾部分組成:成形零件、結構零件、導向零件、抽芯機構、推出機構、澆注與排溢系統、加熱與冷卻系統及其他的緊固件定位件等。 大型壓鑄模因模具尺寸大、結構復雜,具有以下特點:①動定模型腔鑲塊安裝和拆卸困難,尤其在使用后因熱膨脹及使用中分型面的損傷,導致拆卸困難;②模具體積大,熱膨脹大,生產過程中難以保持穩定的模具精度;③模具整體溫度控制困難;④鑄件冷卻時間長,尤其是料餅部分冷卻時間長,導致單件節拍長;⑤抽芯行程大,液壓抽芯時間長,生產效率低等。 針對以上特點,結合生產實踐經驗,對大型壓鑄模零件的結構進行設計優化,以提高大型精密壓鑄模具精度、生產效率及可靠性。
表1 壓鑄模基本結構組成 2、大型壓鑄模零件的結構優化 2.1 動定模塊的結構設計 2.1.1 動定模塊采用鑲拼結構 成形零件是壓鑄模的核心部分,其結構主要是依據壓鑄件的形狀及加工工藝來決定的。成形零件在壓鑄過程中承受高壓高速的金屬液沖擊,因此設計時必須保證有足夠的強度、剛度、韌性 。考慮大型壓鑄模的特點,成形零件在保證強度和剛度的前提下,盡量按功能或工藝劃分,采用鑲拼結構。大型壓鑄模動定模塊采用鑲拼結構的優點如下。 (1)根據功能要求,合理使用模具鋼,可以降低模具成本。如圖1所示,模塊A是零件成形區域,形狀復雜并需要高的表面質量,所以采用進口優質熱作模具鋼(W350、DIEVAR等),模塊B與澆注系統接觸,可以采用普通模具鋼(H13)。 (2)根據型腔的復雜程度及易損程度,進行鑲拼拼接,可以提高加工工藝性,并便于更換。同時維修方便快捷,而且不影響模具整體性能。
圖1 鑲塊結構 (3)對成形尺寸和形狀等結構特殊處,采用鑲拼結構,有利于模具局部強制冷卻方案的實施,并有利于型腔排氣。 (4)對大規格尺寸的型腔采用鑲拼結構,可以降低加工難度,防止型腔開裂、變形等缺陷。 2.1.2 動定模塊外形結構 模具在連續生產過程中,型腔溫度會高于套板的溫度,會導致成形模塊膨脹量大于套板膨脹量,而套板和型腔采用H7/g6的配合間隙無法抵御熱膨脹的變化,模具就會產生熱變形。型腔模塊尺寸越大,變形量就越大。為解決此問題,型腔模塊外形采用圖2結構,相鄰兩直面做定位基準面,另相鄰兩面制作成斜面,鑲塊受熱膨脹后,分型面水平方向的膨脹量可以通過垂直方向來釋放,可以有效地解決模板膨脹變形的問題,一般α取6°。同時,在成形模塊外形設計時,模塊四周和底面采用大圓角過渡,以保證套板的強度不被破壞。
圖2 鑲塊與套板的裝配 2.2 方形導柱導套 對于大型模具而言,由于導柱導套布置在模具的邊緣中心距較大,在動靜模受熱條件不同的情況下,其膨脹量有差異,如果采用圓形導柱導套,在模具溫度升高變化時,導柱導套就會發生異響甚至表面拉傷,從而影響模具配合精度。因此,大型模具采用方形導柱導套結構,在熱膨脹小的方向采用H9/e8的滑動配合,熱膨脹大的方向采用2 mm間隙。因模具溫度場是以型腔為中心呈放射狀向外輻射,所以方導柱導套的布置一般在模具套板的四角,方向和間隙值確定見圖3。
圖3 方形導柱導套結構 2.3 分流錐和熔杯的設計 大型模具料缸直徑較大,要保證增壓壓力有效的傳遞,還需要料餅有足夠的厚度。由于大體積的料餅與鑄件的冷卻速度不匹配,導致留模時間延長,生產節拍加長,而且經常在開模取件時,出現料餅爆裂現象,因此必須加大分流錐和熔杯的冷卻,才能有效縮短料餅的冷卻時間,提高生產效率。圖4所示為優化后的分流錐和熔杯結構。 2.3.1 分流錐結構 在大型壓鑄模中盡量設計分流錐,這樣可以減小熔杯的長度及壓射沖頭的推出行程。分流錐內部加工成大空穴,加大冷卻水通道體積,根據強度計算保證單邊壁厚>25 mm。冷卻水采用單點獨立噴管式水冷卻方式,不銹鋼水管內壁進水,外壁回水,并加大進出水管的直徑(截面積),保證足夠的冷卻水流量,以實現快速冷卻。冷卻水回水端在模具外接流量閥,生產試制時用紅外線攝像機監控分流錐處的模具溫度,根據模具溫度調整回水端的流量閥,最后鎖定冷卻水流量的管理值。批量生產中,通過監控冷卻水的流量值來保證分流錐冷卻的穩定性。 2.3.2 熔杯結構 熔杯采用兩體式結構,熔杯前端長度只滿足料餅的高度即可,這樣既有利于在熔杯前端布置冷卻水加快料餅的冷卻,又能保證一體式料缸的優點,壓射沖頭運行穩定可靠。 熔杯前端用專用夾具在加工中心上沿孔周邊加工出V型孔(如圖4),加大了冷卻水通道的長度和表面積;熔杯后端采用常規的冷卻水通道。冷卻水的調整和使用方法同上。
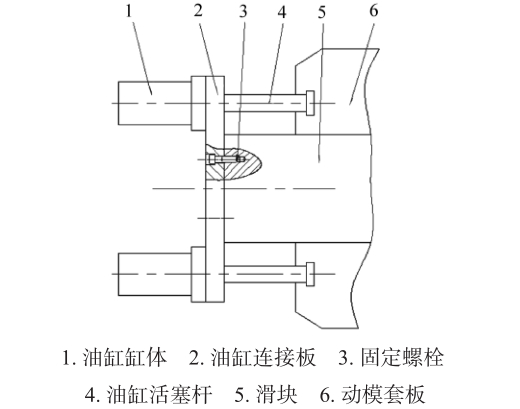
圖4 分流錐及分體熔杯結構 2.4 抽芯油缸的設計 由于液壓抽芯機構可以實現抽拔阻力大、抽芯行程長的特點,因此大型壓鑄模的滑塊一般采用液壓抽芯機構。大型壓鑄模的結構特點決定了滑塊會出現尺寸大、抽芯行程大兩種情況,針對這兩種情況,可以對抽芯油缸的結構進行以下優化。 滑塊在分型面方向尺寸大,采用雙油缸抽芯。雙油缸抽芯結構如圖5所示,兩側油缸活塞桿4固定在套板上,油缸缸體1固定在油缸連接板2上。工作時活塞桿4固定不動,油缸缸體1通過油缸連接板2帶動滑塊運動。當前端無桿腔進油,油缸帶動滑塊抽芯;反之,有桿腔進油,油缸帶動滑塊插芯。模具采用雙油缸結構,不僅可以減小油缸直徑,更重要的雙側受力滑塊運行更穩定。
圖5 雙油缸抽芯結構 滑塊抽芯力大且行程大時,采用復合油缸。復合抽芯油缸結構如圖6所示。件2既是小缸的缸體又是大缸的活塞桿。工作時由于滑塊初始抽芯力大,需要大缸先啟動,當滑塊成形面脫離型腔后,抽芯力只剩下運動的摩擦力,小油缸帶動完成抽芯行程即可。抽芯時下油口進油,大缸活塞桿2帶動滑塊向左移動L1行程時,大缸停止運行,小缸活塞桿5帶動滑塊繼續向左移動L2行程。模具采用復合抽芯油缸結構,既可以滿足大油缸實現大的抽芯力,又避免了大油缸因體積大、進油速度慢而導致抽芯速度慢的問題,可以降低生產節拍,提高生產效率。
圖6 復合抽芯油缸結構 2.5 局部增壓機構的設計
隨著產品的大型化以及集成化,壓鑄件的結構形狀也越來越復雜,壁厚不均勻的薄壁件日趨增多,同時對鑄件的質量提出了更高的要求,高性能、輕量、低成本是發展趨勢。而薄壁鑄件在局部壁厚熱節處就會存在補縮困難的問題,容易產生縮孔等鑄造缺陷,造成鑄件強度降低及滲漏的風險。局部增壓技術就是在壓鑄模上設置增壓油缸,對局部壁厚熱節處實施二次加壓,從而得到組織致密的鑄件,消除局部縮孔的產生。局部增壓機構根據鑄件熱節處存在的部位,可
圖7 局部增壓結構 3、應用驗證 以上對模具的優化措施已應用于汽車發動機缸體、油底殼和變速箱殼體等2 000 t以上壓鑄機用模具上,經多年批量生產驗證,鑄件質量穩定,模具運行可靠,降低了模具的加工難度和模具成本,提高了生產效率和模具壽命。應用實例見圖8。
圖8 應用實例 4、結論 (1)大型壓鑄模的成形零件在保證強度和剛度的前提下,盡量按功能或工藝劃分,采用鑲拼結構。鑲塊外邊緣兩側采用斜面裝配,能夠減少模具熱膨脹導致的變形。 (2)通過優化分流錐和熔杯的結構,加大鑄件料餅部位的冷卻,能夠降低生產節拍,提高效率。 (3)大型壓鑄模采用方導柱導套,在動靜模受熱條件不同的情況下,能夠保證模具導向精度。 (4)液壓抽芯機構采用雙油缸能夠保證大尺寸的滑塊運行平穩,采用復合油缸能夠提高滑塊的運行速度,從而提高生產效率。 (5)局部增壓機構能夠有效解決鑄件熱節處的縮孔,可以設置在模具動靜模或滑塊上。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)