.jpg) 摘要:基于分散相粒子模型構建了顆粒增強鋁基復合材料熔體多相流數學模型,對復合材料壓鑄件充型過程進行模擬,研究了充型流場對增強顆粒分布的影響規律,并對B4C-Al復合材料壓鑄成形進行對比驗證。結果表明,鑄件不同位置處顆粒的分布形態差異較大,模擬與試驗相符合;充型過程中形成的局部環流增大了顆粒發生碰撞的幾率,易導致顆粒團聚, 熔體流向與流速變化大及產生單側流均將導致顆粒分布不均,而熔體流動平穩有利于顆粒發生沉降及分布均勻。 顆粒增強鋁基復合材料(PAMCs)具有質輕、比強度比模量高、熱膨脹系數低、及耐磨能優點,在交通運輸、電子信息、航空航天及軍事裝備等領域具有巨大的深入開發與應用前景。攪拌鑄造法,是目前制備PAMCs運用最廣泛和最具發展潛力的制備方法,所制備的復合材料熔體可選擇熔模、擠壓及壓鑄等特種鑄造方法加工成形。研究表明,在PAMCs鑄造成形過程中容易發生顆粒團聚現象,極大地降低了鑄件的綜合性能,但由于顆粒尺寸較小,通過實時觀測其流動及三維分布形態難度較大,因此采用數值模擬方法成為有效途徑。 現有多相流數值模擬方法主要包括歐拉-歐拉法和歐拉-拉格朗日法,前者將流體相作為連續介質,將顆粒相看作擬連續介質, 稱為連續介質模型,該模型不易于處理有復雜運動行為的顆粒,對于PAMCs適用性較差;后者把流體相看作連續介質,把顆粒相看作離散相,稱為顆粒離散模型(Discrete Particle Model,簡稱DPM),能夠獲得單個顆粒的運動軌跡及分布形態。目前已有少量關于PAMCs熔體攪拌制備過程多相流的研究,主要用于優化攪拌制備工藝參數,然而,針對PAMCs鑄造成形數值模擬的研究未見報道。 壓鑄成形技術具有鑄件尺寸精度高、表面質量好、效率高適合大批量生產等優點,且有利于減少PAMCs鑄件二次加工,以降低生產成本。但是,壓鑄成形過程中涉及高壓、高速,根據多相流體動力學,由于液體和增強顆粒之間的密度差異,在充型過程中它們之間存在復雜的相對運動,對PAMCs中顆粒分布勢必造成重要影響,進而影響鑄件的力學性能。因此,本課題基于DPM模型,構建B4C/A356復合材料充模過程的數學模型,對B4C/A356復合材料壓鑄充型過程進行數值模擬,研究壓鑄流場對顆粒分布形態的影響規律,同時為PAMCs鑄造成形數值模擬提供方法。 1.復合材料壓鑄試驗與多相流數學模型 采用A356鋁合金基體,選取平均粒徑約為50μm的B4C顆粒作為增強顆粒。利用自主研制的PAMCs攪拌制備裝置(見圖1),采用半固態攪拌法制備出B4C體積分數為10%的B4C/A356復合材料熔體約65 kg。B4C/A356復合材料壓鑄時,熔體澆注溫度為710℃,模具溫度為190℃,并利用真空輔助工藝減少卷氣。采用TOYO BD-360V4-T冷室壓鑄機,壓鑄B4C /A356復合材料。然后從鑄件上取厚分別為2、4、6、8 mm和寬度均為6 mm 的拉伸試樣制作金相試樣,采用光學顯微鏡和FEI Quanta 200環境掃描電子顯微鏡(SEM)觀察增強顆粒的分布形態。
圖1 A356-B4C復合材料壓鑄成形設備 基于流體力學理論和DPM模型,構建PAMCs壓鑄充型過程的多相流數值模擬模型。在模型中,A356鋁液作為連續相而B4C顆粒作為分散相處理,描述顆粒運動方程如下:
式中,dp為顆粒的粒徑,ρp為顆粒的密度,upi為顆粒的運動速度,Fdi為顆粒所受的流體流動作用力,Fbi為顆粒受到的浮力,Fpi為顆粒受到的流體壓力梯度力,Fgi為顆粒受到的重力作用力,具體計算如下:
所構建的模型中將增強顆粒假定為近球形,因此流體拖拽力系數CD表達式為:
式中Re為相對粒子雷諾數。 2.結果分析與討論 2.1 復合材料壓鑄充型過程的數值模擬 利用所構建的數學模型對B4C/A356復合材料壓鑄充型過程進行數值模擬,基于Flow–3D軟件平臺進行計算求解。模擬過程中,B4C顆粒均設置為50μm球形,顆粒初始狀態為均勻分布于熔體中。圖2為充型過程的數值模擬結果。從圖2a圖 2b可見,充型過程中,分流道及拉伸試件局部開始出現顆粒團聚現象,從圖2c和圖2d可見,充型完成后,澆注系統及拉伸試件中的顆粒分布存在較大不同,分流道前段和溢流槽中,顆粒數量大且團聚明顯。2 mm厚試樣中,顆粒數量較少且分布較均勻,4 mm厚試樣中顆粒數量增大且分布相對均勻,6、8 mm試樣中顆粒數量較大且偏聚于試件左側(?)。
(a)充型20% (b)充型50%
(c)充型80% (d)充型100% 2.2 鑄件中顆粒分布規律的研究 圖3為B4C/A356復合材料壓鑄件及取樣位置。在鑄件壓室、分流道及溢流槽等7個位置進行取樣分析,對比顆粒的分布形態。此外,針對不同厚度拉伸試樣中的顆粒分布也進行了對比,取樣位置為標距段中間部位,見圖3b。
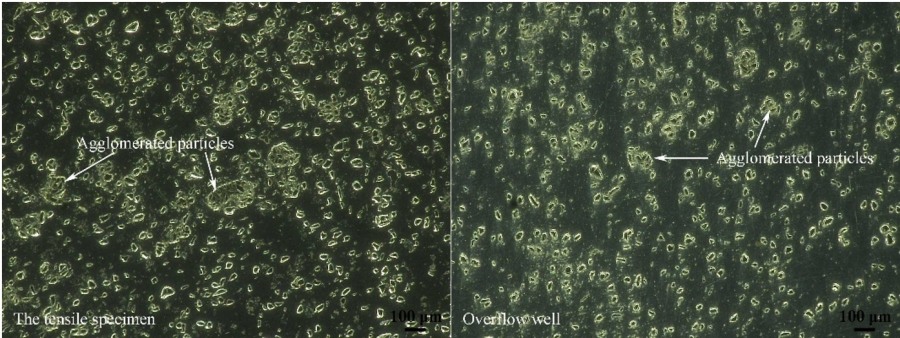
(a)實體鑄件(b)模擬鑄件 圖4為實際壓鑄與模擬壓室、溢流槽中顆粒分布對比。由圖4a~圖4d可見,鑄件溢流槽中顆粒數量較多,出現了顆粒團聚及局部區域顆粒稀少現象,試驗與模擬鑄件中顆粒分布規律較符合。由圖4e和圖4f可見,模擬鑄件壓室中顆粒分布相對較為均勻,而試驗鑄件壓室內存在大尺寸的團簇顆粒,等效直徑約為400μm。這是由于所構建的數學模型中,在參數設定時沒有考慮攪拌制備過程形成的顆粒團聚現象,設定顆粒相均勻分布于壓室前端,且由于壓室中顆粒運動距離較短,受到熔體流動的影響較小,因此模擬結果顯示壓室內顆粒分布較為均勻。此外,將針對試驗鑄件壓室與其它位置處顆粒團聚特征的差異進行深入分析。
(a)實際壓鑄溢流槽1 (b)模擬溢流槽1
(c)實際壓鑄溢流槽2 (d)模擬溢流槽2
(e)實際壓鑄壓室 (f)模擬壓室 圖5為壓鑄試樣與模擬的分流道中顆粒分布對比。由圖5a和圖5b可見,鑄件分流道位置4處顆粒數量較多,且存在明顯的顆粒團聚現象,與模擬相符合。由圖5c和圖5d可見,鑄件 分流道位置5處顆粒數量較少,且右下方出現顆粒空白區域,這不同于文獻所描述的靠近型壁兩側附近均出現顆粒稀少現象。由圖5e~圖5h可見,鑄件分流道位置6和7處顆粒數量較多,且顆粒分布存在嚴重的分布不均現象,具體表現為位置6處上側顆粒數量較少,而下側顆粒數量較多,位置7處與位置6處的顆粒分布特征正好相反。上述對比分析表明,溢流槽和分流道中不同位置處的顆粒分布特征均存在較大差異,而研究充型過程中熔體的流動形態方可解釋上述現象。
(a)實際位置4 (b)模擬位置4
(c)實際位置5 (d)模擬位置5
(e)實際位置6 (f)模擬位置6
(g)實際位置7 (h)模擬位置7 圖6為數值模擬充型過程中不同位置處的速度矢量。由圖6a可見,溢流槽1和2處均形成了局部環流如圖中箭頭所示,由式(2)~(6)可知充型過程中顆粒所受的外力中流體作用力最大,且主要取決于流體的速度,速度越大時流體對顆粒的作用力也越大。因此,顆粒將伴隨熔體做環流運動,受流速變化的影響發生碰撞的幾率增大,從而易產生團聚現象,導致溢流槽1和2處顆粒團聚明顯(見圖4a~圖4d)。但在不同溢流槽中,顆粒的分布形態仍然存在明顯差異,這是由于溢流槽1形成了1處局部環流,而溢流槽2形成了2處局部環流,從而增大了顆粒碰撞幾率。由圖6b可見,分流道末端位置4處的熔體流速較小,截面縮收處出現逆向流并形成了局部環流,導致顆粒進入后被截留,該區域顆粒數量較多,并作環流運動產生碰撞團聚(見圖5a和圖5b)。同時,由圖6b可見,分流道位置5處,出現正向流和逆向流的交匯區域(方框標記處),顆粒被流體推擠與拖拽而發生分布不均現象(見圖5c和圖5d)。由圖6c可見,熔體流經分流道位置6處時,與左上側型壁發生碰撞,熔體流向發生直角轉變,從而將顆粒推向分流道右下側,導致顆粒分布不均(見圖5e和圖5f)。熔體流經分流道位置6處后產生了分流,兩股分流的中間區域熔體流速較小且流向穩定(方框標記處),顆粒容易在此中間區域發生淤堵與沉降現象,導致分流道位置7處顆粒分布不均,顆粒數量上側多而下側少(見圖5g和圖5h)。結果表明,復合材料壓鑄充型過程中形成的流場,對增強顆粒的分布具有重要影響,局部環流易導致顆粒發生碰撞團聚,而熔體流向發生劇烈變化易導致顆粒分布不均現象。
(a)溢流槽1和2
(b)分流道4和5位置;
(c)分流道6和7位置 圖7為不同壁厚試樣與模擬的顆粒分布對比。由圖7a和b可見,2mm厚試樣中顆粒數量較少,顆粒分布較均勻。由圖7c和圖7d可見,隨著試件壁厚增大,試件中顆粒的數量逐漸增大,同時顆粒分布不均及團聚現象明顯增加,4mm厚試樣出現少量的團聚顆粒,但分布仍相對較為均勻。不同的是,6mm厚試樣顆粒出現條狀分布且團聚明顯,8 mm厚試件中團聚顆粒數量增大且趨向左側,見圖7e~圖7h。上述對比分析表明,實際壓鑄與模擬的顆粒分布結果較為一致,所構建的PAMCs壓鑄充型過程的多相流數值模擬模型可靠有效。
(a)2mm厚試樣 (b)模擬2 mm試件
(c)厚4mm試樣 (d)厚4mm試樣模擬
(e)厚6mm試樣 (f)厚6mm試樣模擬
(g)厚8mm試樣 (h)厚8mm試樣模擬 圖8為B4C/A356復合材料壓鑄充型過程熔體的速度矢量圖,由圖8a和圖8 b可見,充型初期,熔體由直澆道進入分流道,流向發生了直角轉變,導致大多數顆粒被推向分流道上側,并與型壁發生碰撞后形成團聚。由圖8c和圖8d可見,充型中期熔體通過內澆口后速度急劇增大,在6mm和8mm厚試樣中產生了明顯的單側流(見圖8d),導致顆粒向一側聚集,形成顆粒分布不均及團聚現象。由圖8e和圖8f可見,充型末期不同壁厚試件中的流場變化較大,其中2mm厚試樣中形成了速度較大且分布對稱的逆向流場,4mm厚試樣中僅流速降低且流向變化不明顯,而6mm和8mm厚試樣靠近內澆口一側分別形成了逆順時針局部環流。由上述分析可知,充型過程中,2mm厚試樣中熔體流速始終較大,導致顆粒受到的流體作用力大,顆粒沉降時間較短,因此試件中顆粒數量較少;4mm厚試件充型末期熔體流速較小且流向變化不明顯,有利于顆粒發生沉降,因此顆粒數量增加且分布相對均勻;6mm和8mm厚試件均產生了單側流,并在充型末期形成了局部環流,增大了顆粒間發生碰撞的機率,導致顆粒分布不均及團聚現象。
(a)充型25% (b)局部放大圖
(c)充型60% (d)局部放大圖
(e)充型95% (f)局部放大圖 圖9為B4C/A356復合材料壓鑄件不同位置處的顆粒分布形態。由圖9a和圖9b可見,壓室及分流道中,均存在大量的大尺寸顆粒團簇,最大尺度等效直徑約為400μm,少或無顆粒區域面積較大。由圖9c和圖9d可見,試樣和溢流槽中的顆粒團簇尺寸及數目明顯減小,而中僅存在少量尺寸約為100μm的顆粒團簇,顆粒分布相對均勻。以上分析表明,鑄件不同位置處的顆粒團簇的形態差異較大,相關研究這是由于充型過程中產生了較大的流體剪切力,其計算如下:
式中,μc為復合材料粘度,ρc為復合材料密度,u為熔體速度,?為普朗特流體混合長度,x為流體離型壁的距離。本研究中壓室與內澆口截面積比為32:1,模擬結果顯示熔體通過內澆口后速度急劇增大(見圖8a),產生強大的流體剪切力能夠將顆粒團簇破碎分散。不同的是,數值模擬過程未能考慮復合材料熔體攪拌制備過程中所產生的顆粒團簇現象,因而壓室與分流道內不存在大尺寸的顆粒團簇。此外,尚未探討顆粒對熔體粘度、導熱系數及熱焓等的影響,因此,后續研究將結合實驗調整上述相關物理性參數,對所構建的數學模型進行優化。
(a)壓室 (b)分流道
(c)試件 (d)溢流槽 3.結論 (1)基于分散相粒子模型,構建了B4C/A356復合材料壓鑄成形過程的多相流數學模型,不同位置處顆粒分布形態的模擬結果與試驗相符合,可為PAMCs鑄造成形工藝優化以改善組織與性能提供數值模擬方法。 (2)充型過程中溢流槽內所形成的局部環流,增大了顆粒發生碰撞的幾率,導致顆粒團聚;不同位置的溢流槽內形成了數目不等的局部環流,其數目的增大將加劇顆粒團聚與分布不均現象。 (3)分流道內熔體流向發生劇烈變化易將顆粒推向某一側,造成顯著的分布不均現象,分流道末端所形成的局部環流能夠將顆粒截留,并促使大量顆粒發生碰撞團聚,導致其內部顆粒數量較大且團聚明顯。
(4)2mm厚試件中熔體流向與流速變化較大,不利于顆粒沉降,導致試件中顆粒數量稀少;厚4mm試件中熔體流動平穩,有利于顆粒發生沉降及分布均勻;厚6mm和8mm試件易產生單側流和局部環流,導致顆粒分布不均及及團聚現象。 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)