.jpg) 原標(biāo)題:擠壓銷設(shè)計(jì)與應(yīng)用 摘要:基于擠壓銷在使用過程中受結(jié)構(gòu)設(shè)計(jì),配合精度以及應(yīng)用部位溫度變化影響,導(dǎo)致故障率高,使用壽命短,以此增加壓鑄件生產(chǎn)過程問題的處理與管控難度;文章就如何正確選擇合適的擠壓銷,匹配合理參數(shù),控制“溫度場”,從而提高擠壓銷運(yùn)行的穩(wěn)定性,使產(chǎn)品被擠壓部位質(zhì)量缺陷得以解決。 前言:縮孔是鋁合金壓鑄件的致命質(zhì)量缺陷及報(bào)廢原因之一,其形成的機(jī)理是合金液凝固時(shí)的收縮特性所致。產(chǎn)品壁厚不均,薄壁處優(yōu)先凝固,阻礙合金液流動(dòng)和壓力傳遞,局部厚大熱節(jié)部位無法補(bǔ)縮而形成縮孔。而局部加壓補(bǔ)縮(以下簡稱:擠壓銷)是有效解決縮孔缺陷的主要工藝措施。 由于被擠壓區(qū)域鋁液和模具溫度變化,擠壓銷結(jié)構(gòu)設(shè)計(jì)與裝配尺寸的影響,使其在實(shí)際應(yīng)用中壽命短,易卡滯或卡死,擠壓效果不佳,被擠壓區(qū)域存在分層現(xiàn)象,且工藝量化固化困難,導(dǎo)致生產(chǎn)連續(xù)性差,產(chǎn)品質(zhì)量不穩(wěn)定。本文就如何用好擠壓工藝,在擠壓銷的結(jié)構(gòu)設(shè)計(jì)和應(yīng)用上作簡要解析。 01擠壓銷結(jié)構(gòu)分類與優(yōu)劣點(diǎn)概述 擠壓結(jié)構(gòu):擠壓銷常用結(jié)構(gòu)可分為“成型銷,盲銷,出型避空銷”。通常基于產(chǎn)品缺陷部位形狀,所處位置與后工序處理要求而選擇不同結(jié)構(gòu)的擠壓銷,在“表1”列表中針對(duì)三種不同形態(tài)的擠壓銷的優(yōu)、劣點(diǎn)作了橫向比較。
表1 不同結(jié)構(gòu)擠壓銷的優(yōu)劣點(diǎn) 02參數(shù)與尺寸設(shè)計(jì)
1) 擠壓量的計(jì)算
圖1 Al Si合金體收縮示意圖
2) 擠壓油缸的選擇
擠壓銷壓力:P1≥3×P2
3)溫度與間隙驗(yàn)證
表2 擠壓銷與套隨溫度尺寸變化測試
4) 擠壓銷結(jié)構(gòu)及相關(guān)要求
表3 擠壓銷結(jié)構(gòu)及相關(guān)要求 03擠壓銷的幾個(gè)關(guān)鍵參數(shù) 1)擠壓延時(shí):擠壓延時(shí)通常指型腔充填完成或者增壓啟動(dòng)開始,至擠壓銷啟動(dòng)這段時(shí)間。延時(shí)過短,整個(gè)型腔金屬處于全液態(tài)狀態(tài),金屬液尚未達(dá)到固-液相轉(zhuǎn)變溫度,在此階段型腔內(nèi)金屬液流動(dòng)性好,可通過澆道在鑄造壓力作用下得到整體補(bǔ)縮,但不能達(dá)到厚大區(qū)域局部補(bǔ)縮的目的;延時(shí)過長,用于擠壓補(bǔ)縮的金屬液或需補(bǔ)縮部位的液體已凝固,喪失流動(dòng)性,從而失去補(bǔ)縮的功能;正確的延時(shí)是需補(bǔ)縮的區(qū)域已成為孤立的固-液相區(qū),其周邊通道已經(jīng)固化,擠壓補(bǔ)縮于厚大部位的最后凝固區(qū)。 2)持壓時(shí)間:是指擠壓銷開始施壓到施壓結(jié)束這段時(shí)間。該段時(shí)間的長短以被擠壓區(qū)域金屬液固化,擠壓區(qū)域不產(chǎn)生溢流珠為最短合適的時(shí)間,多則無益。該時(shí)間段的長短受被擠壓熱節(jié)區(qū)域體積大小,模具溫度,鋁液溫度變化影響。
3)擠壓速度:是指擠壓啟動(dòng)到行程結(jié)束過程中擠壓銷的運(yùn)行速度。從理論上講,擠壓銷擠壓的體積與合金液收縮過程不斷變化所需的體積同步最好,即擠壓銷運(yùn)行時(shí)間與熱節(jié)區(qū)域固化時(shí)間相同。
V1=S1×T×A 4)擠壓區(qū)域溫度:該溫度是指由熱節(jié)區(qū)域合金液溫度,模具溫度,擠壓銷溫度所共同構(gòu)成的“溫度場”,該“溫度場”的穩(wěn)定與否直接關(guān)系到擠壓的效果。 綜合所述,擠壓銷的擠壓效果如何,一方面取決于上述參數(shù)設(shè)置是否合理。另一方面取決于各參數(shù)是否穩(wěn)定,特別是“溫度場”的相關(guān)參數(shù)。在實(shí)際生產(chǎn)過程中,需多次驗(yàn)證,通過產(chǎn)品外觀,擠壓深度,X射線探傷等判定是否達(dá)到擠壓效果,從而固化并穩(wěn)定相關(guān)參數(shù)。 04案例分享
1)下“表4”是自動(dòng)變速器左箱體模具擠壓銷的運(yùn)用情況
表4 擠壓銷使用壽命統(tǒng)計(jì) 從表中可以看出,擠壓銷運(yùn)用效果良好,其關(guān)鍵參數(shù)是銷與套的間隙,表面硬度,“溫度場”等必須得到有效控制。 2)生產(chǎn)過程中常見問題的處理 a.溫度變化導(dǎo)致的擠壓效果不佳,缺陷區(qū)見“圖2”
圖2 高壓油道擠壓區(qū)域缺陷 通過模具溫度測量,發(fā)現(xiàn)右側(cè)高壓油道擠壓區(qū)域噴涂后溫度偏高,“溫度場”發(fā)生變化,液態(tài)量因此增多,影響擠壓銷施壓效果。“圖3”中,右側(cè)溫度為214.5℃。
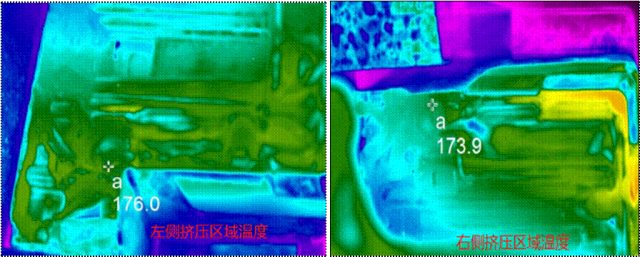
圖3 高壓油道擠壓區(qū)域溫度 經(jīng)排查發(fā)現(xiàn),下滑塊循環(huán)冷卻水處于關(guān)閉狀態(tài),導(dǎo)致右側(cè)擠壓區(qū)域質(zhì)量波動(dòng)。“圖4”中測溫復(fù)查結(jié)果顯示,開啟冷卻水后,右側(cè)降溫至173.9℃,左側(cè)降溫至176.0℃;X射線探傷確認(rèn),右側(cè)高壓油道擠壓區(qū)域無縮松。注:調(diào)整期間需測量擠壓深度變化,并以X射線探傷確認(rèn)質(zhì)量。
圖4 右側(cè)高壓油道擠壓區(qū)域質(zhì)量改善
b.擠壓銷粘鋁異響
c.冷模復(fù)產(chǎn)不宜啟動(dòng)擠壓
05結(jié)論
作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)