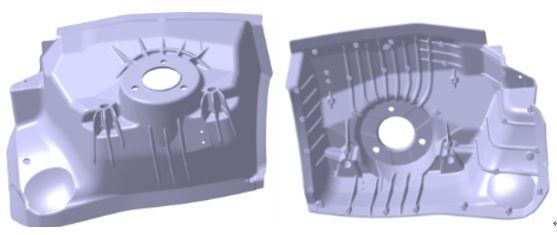
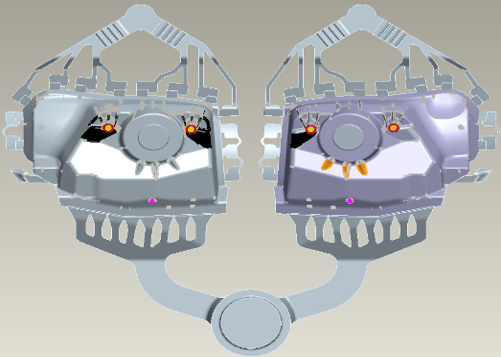
 圖1:鋁制減震塔結(jié)構(gòu)示意圖 原標(biāo)題:真空壓鑄鋁合金減震塔缺陷分析及改進(jìn) 汽車車身結(jié)構(gòu)件如副車架、減震器支座、后蓋框架、A/B柱等為承載受力件,與汽車安全性密切相關(guān)。這類結(jié)構(gòu)件通常具有復(fù)雜薄壁、尺寸較大等特征,由于在行駛中要保證汽車可靠的安全性,這些受力結(jié)構(gòu)件要求高的屈服強(qiáng)度及優(yōu)良的伸長率。傳統(tǒng)的汽車結(jié)構(gòu)件大多由多個(gè)鋼制件拼接而成,通過沖壓、鍛造、焊接、鉚接等工藝生產(chǎn)。隨著節(jié)能減排的要求越來越高,燃油車和新能源汽車都大力推進(jìn)輕量化,因此車身結(jié)構(gòu)件的輕量化,即“以鋁代鋼”已成必然趨勢,真空壓鑄工藝技術(shù)和高強(qiáng)韌壓鑄鋁合金的開發(fā)十分關(guān)鍵。 減震塔屬于車身承載結(jié)構(gòu)件,對(duì)屈服強(qiáng)度和韌性要求高,且形狀復(fù)雜,是以鋁代鋼的典型結(jié)構(gòu)件。目前壓鑄鋁合金減震塔已廣泛應(yīng)用于某些中高端車型。然而,國內(nèi)壓鑄企業(yè)在該方面的研究開發(fā)起步較晚,與大批量穩(wěn)定生產(chǎn)和應(yīng)用還存在一定的距離。 本課題為某主機(jī)廠開發(fā)一款新能源汽車用鋁合金減震塔,對(duì)首輪試生產(chǎn)得到的減震塔壓鑄件的力學(xué)性能較差部位進(jìn)行缺陷分析,并對(duì)其壓鑄成形工藝提出了改進(jìn)措施。 鑄件首次試制及試驗(yàn)檢測 減震塔基本尺寸為532 mm×365 mm×299 mm,成品質(zhì)量(增加余量后)為4.043 kg,體積為1.53×106 mm3,投影面積為156 735 mm2,基本壁厚在3 mm左右,分左右件(對(duì)稱),其結(jié)構(gòu)示意圖見圖1,可以看出該產(chǎn)品屬于典型的復(fù)雜薄壁零部件。為保證要求的減震塔本體取樣壓鑄態(tài)伸長率≥5%,采用真空壓鑄工藝制備,合金采用自主開發(fā)的新型高強(qiáng)韌壓鑄鋁合金。 試制采用壓鑄機(jī)型號(hào)為IDR3500T,以保證具有足夠的合模力,結(jié)合減震塔的結(jié)構(gòu)特征,確定左、右減震塔按一模兩腔布局設(shè)計(jì),其整體澆注系統(tǒng)效果圖見圖2。主要壓鑄工藝參數(shù):壓室長度為1 250 mm,充滿度為29.64 %,壓鑄時(shí)型腔的真空度為9×103Pa以下,達(dá)到高真空狀態(tài),壓鑄溫度為680-700 ℃,模溫控制在200 ℃以上。
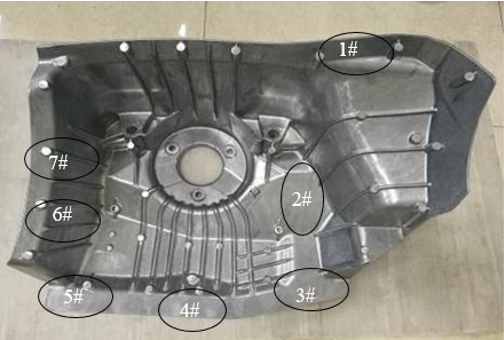
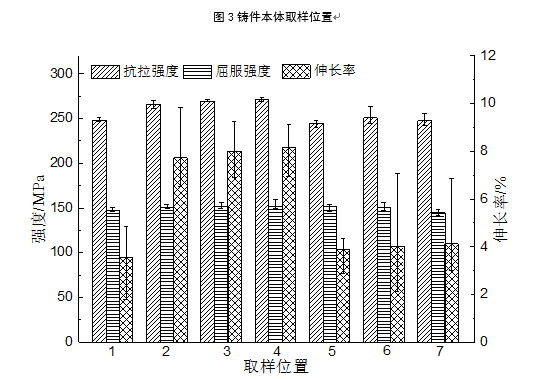
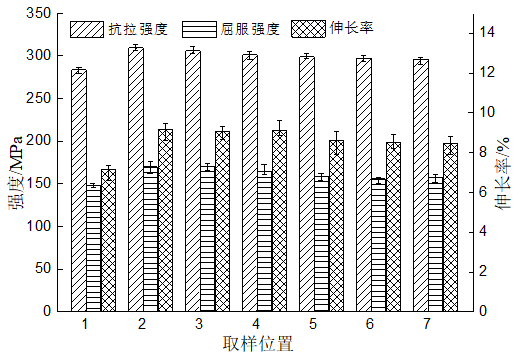
圖2:減震塔澆注系統(tǒng)設(shè)計(jì) 首次試制時(shí),鋁液在壓鑄過程中順利充型,鑄件完整,表面無明顯缺陷,基本達(dá)到首次試制目標(biāo)。對(duì)減震塔進(jìn)行本體取樣,用WDW3200型室溫拉伸試驗(yàn)機(jī)進(jìn)行力學(xué)性能檢測,每個(gè)位置進(jìn)行5組測試,拉伸速率為2 mm/min;采用OLYMPUS GX51金相顯微鏡、SEM(JEOL JSM6480型掃描電鏡)對(duì)減震塔取樣部位及拉伸斷口進(jìn)行微觀組織形貌觀察。 性能檢測及分析 為研究減震塔鑄件的力學(xué)性能,進(jìn)行本體取樣,取樣位置及編號(hào)見圖3。取樣位置涵蓋近澆口、遠(yuǎn)澆口、鑄件中部及型腔內(nèi)鋁液流動(dòng)方向激變區(qū),這些區(qū)域的力學(xué)性能可以代表減震塔鑄件的整體性能。 不同取樣位置的壓鑄態(tài)力學(xué)性能見圖4。對(duì)比可知,2號(hào)、3號(hào)、4號(hào)位置的平均抗拉強(qiáng)度均超過265 MPa,最大值為271 MPa,其他位置的平均抗拉強(qiáng)度則在250 MPa以下,最小值為247.5 MPa;所有位置的平均屈服強(qiáng)度相當(dāng),均在150 MPa左右,且波動(dòng)較小,每組試樣測試差值在7 MPa以內(nèi);2號(hào)、3號(hào)、4號(hào)位置的平均伸長率在8%左右,最大伸長率為9.11 %,滿足設(shè)計(jì)要求,而其他位置的平均伸長率在4 %左右,其中1號(hào)位置伸長率最低,僅為1.78 %,遠(yuǎn)低于要求的壓鑄態(tài)伸長率5 %以上。 影響鑄件抗拉強(qiáng)度和屈服強(qiáng)度的因素主要有基體強(qiáng)度、晶粒尺寸、第二相數(shù)量和分布等。由于檢測位置的材質(zhì)相同,凝固溫度和冷卻速度基本一致,使得所有取樣位置的強(qiáng)度值基本相當(dāng)。此外鑄造缺陷會(huì)影響鑄件的抗拉強(qiáng)度,但對(duì)其屈服強(qiáng)度影響不大,2號(hào)、3號(hào)、4號(hào)位置的抗拉強(qiáng)度高于其他位置,可能與本身鑄造缺陷較多有關(guān)。 對(duì)壓鑄件來說,除了材料本身,伸長率的好壞主要與鑄造缺陷有關(guān)。2號(hào)、3號(hào)、4號(hào)位置的伸長率顯著高于其他位置的伸長率,可能與這些部位的鑄造缺陷較少有關(guān)。這與抗拉強(qiáng)度分析的結(jié)果一致。
圖3鑄件本體取樣位置
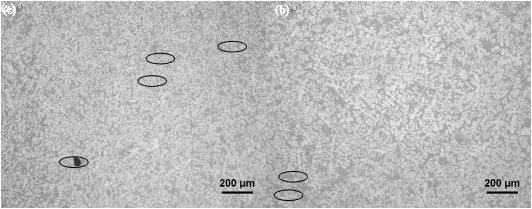
圖4首次試制得到鑄件的不同部位的壓鑄態(tài)力學(xué)性能 根據(jù)鑄件本體的力學(xué)性能結(jié)果,對(duì)1號(hào)、3號(hào)、5號(hào)和6號(hào)位置取樣并進(jìn)行OM觀察,見圖5。可以看出,所有位置的晶粒尺寸基本一致,其組織由細(xì)小的α-Al和共晶組織組成(見圖5c)。但1號(hào)、5號(hào)和6號(hào)部位試樣存在明顯的氣孔,尺寸從十幾μm到幾十μm不等(圓圈內(nèi)所示),而3號(hào)部位試樣的顯微組織則未發(fā)現(xiàn)明顯的氣孔,這與模擬分析及X射線檢測的結(jié)果一致。氣孔是鋁合金壓鑄件常見的缺陷,其不僅使鑄件的有效受力面積減少,還會(huì)造成鑄件局部應(yīng)力集中而成為裂紋源,最終嚴(yán)重降低合金的伸長率,一些不規(guī)則氣孔的出現(xiàn),還會(huì)使合金的抗拉強(qiáng)度下降。
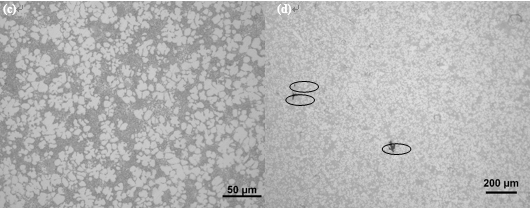
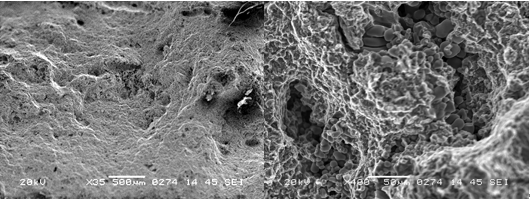
圖5減震塔鑄件不同位置OM形貌.(a)1號(hào)位置,(b)(c)3號(hào)位置,(d)5號(hào)位置,(e)6號(hào)位置 壓鑄件中的氣孔主要由壓鑄充型過程鋁液紊流卷氣、壓鑄參數(shù)不當(dāng)或壓鑄模具設(shè)計(jì)不合理導(dǎo)致排氣不良、產(chǎn)品壁厚差過大和鋁液精煉除氣效果差等因素造成。所開發(fā)的減震塔采用真空壓鑄工藝,產(chǎn)品壁厚均勻,因此產(chǎn)生氣孔得原因可能是鋁液中含氣量較大、壓鑄參數(shù)不當(dāng)或模具澆注系統(tǒng)設(shè)計(jì)不合理等。 圖6為不同位置拉伸試樣斷口SEM照片。從圖6a和圖6c看出,3號(hào)和5號(hào)位置試樣的拉伸斷口均為準(zhǔn)解理斷裂,斷口中出現(xiàn)明顯的臺(tái)階形態(tài),其他位置的試樣斷口方式與其一致。從圖6b可以看出,高倍組織中存在大量的韌窩和撕裂棱,韌窩的內(nèi)部存在大量的第二相,通過能譜分析可知主要為共晶硅和AlMnFeSi相。對(duì)比兩個(gè)位置試樣斷口,發(fā)現(xiàn)5號(hào)位置試樣拉伸斷口中存在氣孔和夾渣等缺陷(圖6a圓圈內(nèi)所示),在1號(hào)位置的試樣斷口中也同時(shí)發(fā)現(xiàn)氣孔和夾渣,6號(hào)、7號(hào)位置試樣斷口中僅出現(xiàn)大量的氣孔;3號(hào)位置的試樣斷口中很少看到明顯的鑄造缺陷,2號(hào)和4號(hào)位置的試樣斷口與3號(hào)位置的組織一致,這導(dǎo)致1號(hào)、5號(hào)、6號(hào)、7號(hào)這些位置伸長率遠(yuǎn)低于其他位置。通過多次試樣斷口觀察,發(fā)現(xiàn)6號(hào)、7號(hào)位置試樣斷口中氣孔的尺寸和數(shù)量隨機(jī)性較大,從而導(dǎo)致這兩個(gè)位置的伸長率波動(dòng)遠(yuǎn)高于其他部位。 根據(jù)鑄件力學(xué)性能檢測及微觀組織觀察,結(jié)合減震塔本身設(shè)計(jì),可知力學(xué)性能較差的區(qū)域存在的問題在于:1號(hào)位置處于鑄件的遠(yuǎn)澆口區(qū)域,鋁液最后流動(dòng)到該部位,熔體溫度低于其他部位,且隨著鋁液流動(dòng),型腔內(nèi)的殘存氣體被壓入此處,導(dǎo)致遠(yuǎn)澆口處的氣孔尺寸和數(shù)量明顯高于其他部位,且鋁液中的夾渣最易存在于最后充型區(qū)域;5號(hào)位置雖處于近澆口區(qū)域,然而該區(qū)域的進(jìn)澆口較窄,此處所取的試樣一半處于澆口以外,該處形成鋁液充型時(shí)的流動(dòng)死角,導(dǎo)致產(chǎn)生的氣體和夾渣無法排出,使該處試樣的伸長率遠(yuǎn)低于正常值;6號(hào)和7號(hào)位置處于鋁液流動(dòng)方向急轉(zhuǎn)區(qū)域,該區(qū)域充型方向改變角度幾乎為直角,且由于5號(hào)位置的澆口較窄,使得無充足鋁液流到該處,從而導(dǎo)致這些位置充型困難,易形成卷氣。
圖6減震塔不同部位斷口形貌。(a)3號(hào)低倍,(b)3號(hào)高倍,(c)5號(hào)低倍,(d)5號(hào)高倍 改進(jìn)方案及力學(xué)性能測試 根據(jù)首次減震塔力學(xué)性能測試及缺陷分析,確定鑄件整體的屈服強(qiáng)度相當(dāng),抗拉強(qiáng)度略有變化,而伸長率差異較大,導(dǎo)致力學(xué)性能較差,主要是該部位存在氣孔和夾渣等缺陷。真空壓鑄時(shí),氣孔產(chǎn)生與鋁液除氣不充分導(dǎo)致含氣量較高、模具設(shè)計(jì)不合理導(dǎo)致氣體排出不暢、壓鑄工藝參數(shù)設(shè)置不合理如壓射速度過快造成卷氣、真空閥開閉時(shí)間不合理、鑄件壁厚差異過大及脫模劑不合格等因素有關(guān);夾渣產(chǎn)生的主要因素歸結(jié)為熔體精煉時(shí)除渣效果不好、鋁液自由表面氧化造渣、模具設(shè)計(jì)不合理導(dǎo)致排渣不完全等。對(duì)本試驗(yàn)中鑄件來說,影響氣孔大小的因素主要與熔體含氣量、型腔本身真空度及模具本身設(shè)計(jì)有關(guān),而夾渣則與鋁液存在流動(dòng)死角或渣包尺寸太小有關(guān)。 為此,主要通過以下幾個(gè)方面來改進(jìn):①加寬5號(hào)位置的澆道,使其保證鋁液流動(dòng)時(shí),較為順利地填充側(cè)壁的位置;② 加大1號(hào)位置的渣包尺寸,使鋁液的夾渣和氣體盡可能排入渣包中;③ 進(jìn)一步降低熔體中的含氣量,保證熔體溫度在690-700 ℃之間;④改進(jìn)模具密封性,從而進(jìn)一步提高壓鑄時(shí)型腔內(nèi)的真空度,使其真空度保持在5×103 Pa以下。 圖7是改進(jìn)方案后壓鑄生產(chǎn)的減震塔進(jìn)行本體取樣的力學(xué)性能數(shù)據(jù)。由圖7可知,所有位置的壓鑄態(tài)伸長率均超過7.9%,遠(yuǎn)高于要求的5%以上,這為為后續(xù)熱處理進(jìn)一步提高力學(xué)性能奠定了良好的基礎(chǔ)。
圖7改進(jìn)后鑄件不同部位的力學(xué)性能 與圖4相比,減震塔不同位置的平均抗拉強(qiáng)度最低值由原來225 MPa增加到284 MPa,提高了26%,平均伸長率最低值由原來的3.56 %提高到7.13 %,提高超過100%。由于合金材料及壓鑄參數(shù)無明顯變化,所以改進(jìn)前后減震塔的屈服強(qiáng)度變化不大。 結(jié)論 (1)真空壓鑄鋁減震塔首次壓鑄后不同位置的抗拉強(qiáng)度值有一定的變化,屈服強(qiáng)度相當(dāng),而伸長率差異較大,多個(gè)位置平均伸長率低于5%,低于要求。組織觀察可知力學(xué)性能較差部位主要存在氣孔和夾渣等鑄造缺陷。
(2)根據(jù)首次試制結(jié)果,制定了改進(jìn)方案。第二次試制后的減震塔整體力學(xué)性能比較平均,相比于第一次試制,鑄件的抗拉強(qiáng)度得到一定的提高,最低值為284 MPa,鑄件的平均伸長率均超過7.13%,滿足壓鑄態(tài)伸長率不低于5%的要求。 本文素材來自:《特種鑄造及有色合金》雜志社2019年第39卷第03期 |
.jpg)

.jpg)
.jpg)