.jpg) 原標題:復雜薄壁汽車車門壓鑄過程數值模擬及缺陷預測 摘要 為解決高壓壓鑄鋁合金大型復雜薄壁汽車車門壓鑄過程中氣孔和縮孔等問題,運用SuperCAST智鑄超云CAE云計算平臺對其高壓鑄造過程流場和溫度場進行模擬分析,預測鑄件內部缺陷分布,并進行工藝優化和試驗驗證。結果表明:采用兩段速慢壓射工藝方案A和B分別出現充填時間長和溫度分布不均等情況,而方案C采用勻加速慢壓射工藝,其充填時間和溫度的均勻性均較合理。凝固模擬分析發現,隨著增壓壓力的提高顯著減少了方案C的縮松縮孔含量,90 MPa時完全消除缺陷。綜合來看,方案C表現優于方案A,因其不存在料管卷氣現象,且充填溫度更均勻,整體缺陷控制效果更好。優化的壓鑄生產工藝為方案C,其低速壓射采用勻加速壓射工藝,最高臨界速度為1.23 m/s,高速速度為4.6 m/s,起高速位置為900 mm,增壓壓力為90 MPa,現場壓鑄試驗驗證了該壓射工藝的可行性。 汽車零部件輕量化主要發展趨勢包括結構減重和材料減重。鋁合金因其具有較高比強度、耐腐蝕和易于回收等優點被廣泛應用于各種工程領域,尤其是汽車零部件領域。由于其近凈成形和生產效率高等特點,壓鑄成為鋁合金零件的主要制造工藝。隨著新能源汽車產業的快速發展,鋁合金一體化壓鑄不僅可以鋁代鋼實現材料輕量化,還可最大限度集成多個零件實現結構減重,在保證車身強度的前提下,顯著降低車身重量以提升能源利用效率,逐漸成為新能源汽車壓鑄件的重要發展方向之一。 自特斯拉首次將一體化壓鑄技術應用于Model Y后地板總成研制,鋁合金一體化壓鑄技術已經逐漸應用于后地板、前機艙和電池托盤等新能源汽車大中型復雜結構件中。但集成化形成的產品形狀復雜、尺寸過大等結構特點導致壓鑄成形工藝復雜、質量難控制,極易產生冷隔流痕,應力變形等鑄造缺陷,限制了該技術大規模推廣應用。汽車車門作為典型一體化壓鑄件,不僅其結構復雜、主體壁厚較薄、局部區域存在厚度不均結構特征,且要求在鑄態條件下達到所需的力學性能和外觀要求,成形條件苛刻,對其壓鑄工藝設計和生產質量控制均提出較高要求。卷氣缺陷和結晶組織粗大是壓鑄工藝中最常見的產品缺陷,其形成演變主要與壓鑄充型及凝固冷卻過程密切相關,因此研究壓鑄中的充型及冷卻過程并預測鑄件缺陷,對于優化工藝提升鑄件品質具有重要意義。 本文以汽車車門為分析對象,基于SuperCAST智鑄超云壓鑄CAE云計算平臺進行壓鑄工藝模擬仿真,研究不同壓射速度和增壓壓力對充型溫度、凝固溫度和熱節等影響,分析縮松縮孔等缺陷產生條件,并對壓鑄工藝進行優化,從而有效降低壓鑄缺陷的產生,提高鑄件品質,降低生產成本,為該類鑄件的壓鑄生產提供參考。 1 壓鑄模擬過程的數學模型 在本研究中,以汽車車門為研究對象,通過多物理場耦合方法對壓鑄過程進行了仿真模擬。首先,在充型過程中,液態金屬在高壓下注入模具內部,為準確預測卷氣缺陷問題,采用格子玻爾茲曼方法(Lattice Boltzmann Method,LBM)來描述金屬的流動特性: LBM基礎為Lattice-Bhatnagar-Gross-Krook(LBGK)方法。LBM基本模型如下所示:
式中:i為第i離散速度方向,x為空間位置坐標,ci為第i離散速度分量,t為當前時刻,Δt為時間步長。fi(x+ciΔt,t+Δt)為x+ciΔt位置,t+Δt時刻密度分布函數,fi(x,t)為x位置,t時刻密度分布函數,Ωi(x,t)為碰撞項。 經過LBGK近似后得到:
平衡分布函數定義為:
式中:ωi為第i離散速度方向上密度權重,ρ為流體的密度,u為當前位置時刻的流體速度,cs為格子聲速,τ為松弛時間。 宏觀場密度由下式給出:
宏觀場速度由下式給出:
結合VOF(Volume of Fluid)方法捕捉液-氣界面變化:
式中:F為液體的占據比例(0為無液體,1為全液體)。 以準確預測液態金屬的流動行為。緊接著,在充型完成后,鑄件進入凝固階段,此時冷卻速率和熱節分布直接影響內部質量。為此,通過能量方程來模擬凝固過程中的溫度場變化:
式中:ρCp為比熱容,T為溫度,k為導熱系數,Q為熱源項。 同時,采用Stefan方程表征固液界面的移動:
式中:L為潛熱,s為固液界面位置,kL和ks分別為液相和固相的熱導率。 并通過固液相分數模型計算金屬在不同溫度下的固液比例:
式中:fs為固相分數,T為當前溫度,TL為液相線溫度,Ts為固相線溫度。
其中,f(t)為換熱系數隨時間的變化,g(x,y,z)描述換熱系數的空間變化。
式中:T模具為模具隨時間變化溫度,T鑄件為鑄件隨時間變化溫度。 在每一個時間步長中,動態更新換熱系數h(t,x,y,z),并求解鑄件和模具間的溫度分布。通過動態調整換熱系數,以模擬鑄件和模具在充型和凝固過程中的熱交換行為。 2 壓鑄零件及澆注系統設計 2.1 壓鑄零件 該鑄件是為某汽車公司研發設計的汽車車門,三維結構如圖1所示。鑄件材質為AlSi10MnMg鋁合金,模具材質為H13鋼,本文通過Thermo-Calc 軟件計算了兩種材質的熱物性參數,如表1所示。鑄件外形輪廓尺寸為1 135 mm×665 mm×60 mm,幾何形狀復雜、壁厚不均勻,主要壁厚為2.5 mm,最大壁厚為4 mm,質量為5.56 kg。
圖1 汽車車門的三維幾何模型示意圖
表1 鑄件和模具所涉及材料的熱物性參數 將汽車車門視為異型薄壁殼體零件,根據其結構特點,內澆口設置在鑄件中間部位,為減輕金屬液高速充型產生氣體包卷及沖擊型芯,且保證讓金屬液盡可能同時達到鑄件末端,內澆口采用米字環形進澆方式。同時,為避免在澆口位置產生噴射,將內澆口的厚度設置為與產品澆口位置壁厚相等,澆注系統和排溢系統的設計如圖2所示。
圖2 汽車車門的澆注排溢系統設計示意圖
圖3 汽車車門壓鑄模具的溫控系 3 汽車車門壓鑄CAE分析 3.1 CAE 初始條件及邊界條件設置 壓鑄合金和模具材料的牌號和熱物性參數如表1所示。壓鑄工藝參數如表2所示,其中換熱模型為4D界面換熱模型,模型參數及取值分別為:擬合參數γ¹h 為8.92,γ²h 為28.33,ε為1.45,β¹h為-1.82,β²h為-5.32,材料牽引固相分數為0.7,換熱系數-凝固狀態擬合參數為1.05,換熱系數峰值匹配系數為2.5,最小換熱系數匹配系數為0.15,臨界模具表面溫度為275℃,臨界固相分數為0.8,模具間的傳熱系數為3000W/(㎡·K)。鑄件型腔網格最小尺寸為0.65mm,網格總數量為1.9億,網格剖分圖如圖4所示,其中黃色邊框區域為鑄件型腔網格。
表2 主要壓鑄工藝參數
圖4 汽車車門的網格劃分
圖5 三種不同的壓射工藝曲線示意圖 采用SuperCAST智鑄超云分別模擬了三種不同慢壓射工藝(A 0.2~4.6 m/s、B 0.5~4.6 m/s、C 1.23~4.6 m/s)條件下料管內金屬液流動狀態,結果如圖6所示。方案A鋁液料管充填過程中運動呈波浪狀,鋁液出現翻滾現象,極易形成卷入性缺陷。同時,方案A鋁液在料管中留置時間較長且充填過程中金屬液體出現不規則波動,易導致鋁液熱量損失較多,并易使空氣進入金屬液體。方案B鋁液在料管充填過程中金屬液體出現不規則波動,容易使空氣和氧化夾雜裹卷入金屬液體。方案C鋁液在料管充填過程中界面前沿始終保持前傾狀態、波面運動平穩,沒有出現金屬液不規則運動,從而有效避免了將料管氣體卷入鋁液。綜上所述,方案A和B出現回流或翻滾現象易發生卷氣,同時金屬液溫度出現充填溫度較低和不均勻現象。方案C在料管中的運動平穩不易發生卷氣且金屬液溫度均勻。
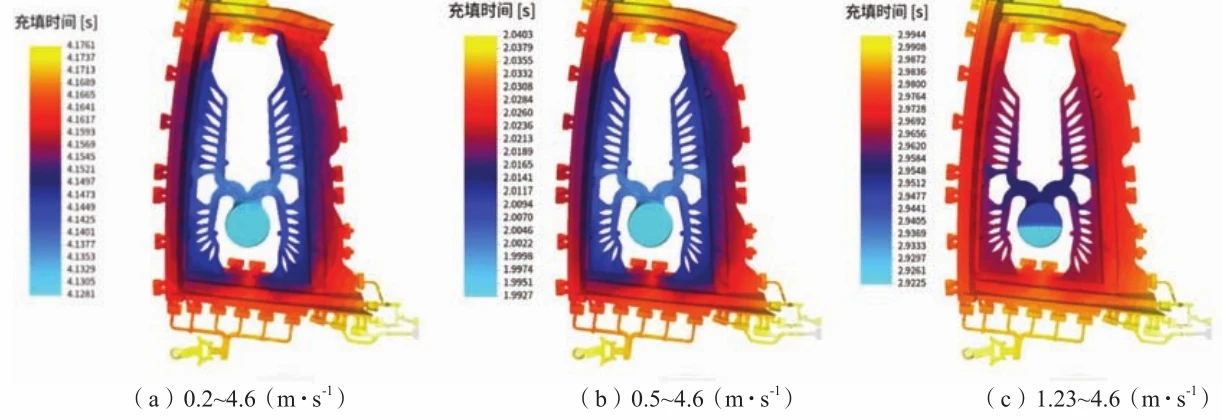
圖6 熔體在料管填充過程中溫度分布 3.3 不同壓射工藝對充填時間的影響 分別模擬了三種不同壓射工藝(A 0.2~4.6 m/s、B0.5~4.6 m/s、C 1.23~4.6 m/s)對充填時間的影響。如圖7所示,充填時間分布按照充填順序可依次劃分成藍色、深藍色、紅色和黃色四個部分。方案A和B藍色區域主要包括澆口以及鑄件近澆口處,深藍色域主要包括近澆口處兩側的薄壁處,紅色區域主要包括鑄件四個角區域,黃色區域大部分位于鑄件的溢流槽中和鑄件上側中間部位,小部分位于鑄件下側中間部位。方案C藍色和深藍色區域主要包括壓室及澆口處,紅色區域主要包括鑄件四個角區域,黃色區域大部分位于鑄件的溢流槽中和鑄件上側中間部位。整體而言,方案A~C充填順序都遵循由近及遠的規律,其中高速充填時間均約為0.04s,低速充填時間分別為4.14s,2.00s,2.94s,整個充型過程分布總用時分別為4.18s,2.04s,2.99s。方案A和B鋁液局部充填時間梯度相差較大,易導致充型質量較差。而方案C在整個充型過程中,遠澆口處的鋁液較近澆口處時間梯度略有較低,但充填時間梯度較小,整體分布合理。
圖7 汽車車門充型時間分布圖 3.4 不同壓射速度對充填溫度的影響 分別模擬了三種不同壓射速度(A 0.2~4.6 m/s、B0.5~4.6 m/s、C 1.23~4.6 m/s)對充填溫度的影響,結果如圖8所示。方案A熔體充填過程中澆口充填溫度均勻,但料管到內澆口溫度下降較快,對金屬流動性有一定影響。充型完后發現熔體整體溫度偏低,且鑄件上半部位出現局部溫度梯度較大。方案B充填溫度并不均勻,明顯右下角的澆口溫度下降較快。充型完后發現熔體整體溫度趨于一致且溫度大部分為640 ℃左右,熔體雖然能夠順利填充遠端,易導致過熱或冷卻時間過長。方案C在澆口的充填溫度均勻,料管到內澆口的溫度梯度較小,金屬流動性較好。
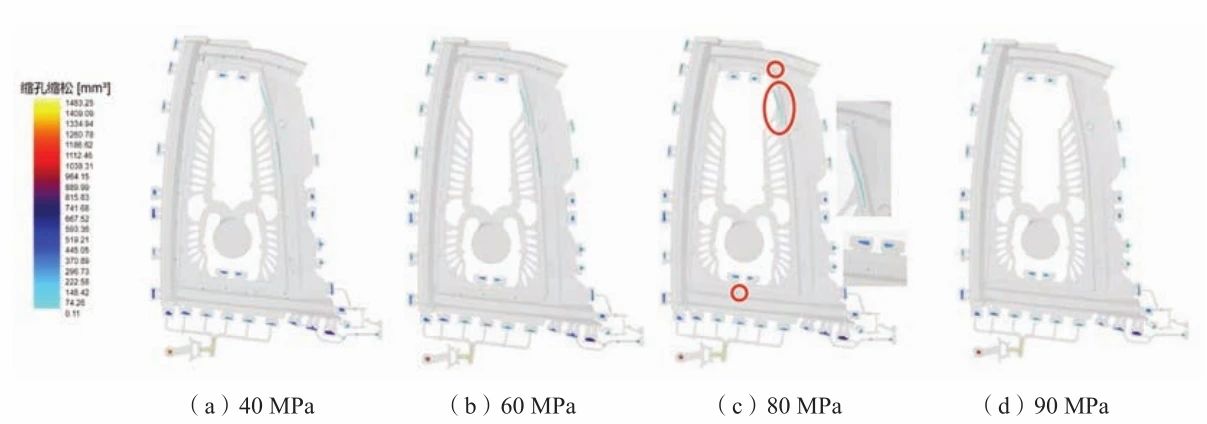
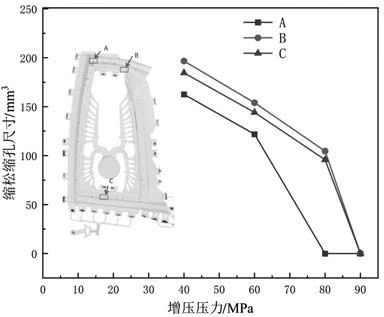
圖8 汽車車門充型溫度場分布圖 整體而言,方案A充填溫度均勻且金屬流動性較好,但溫度下降較快。方案B充填溫度并不均勻,充型完后熔體溫度趨于一致且溫度大部分為640 ℃左右,同時易導致過熱或冷卻時間過長。方案C充填溫度均勻且金屬流動性較好。 3.5 不同增壓壓力對縮松縮孔的影響研究 對方案C在不同增壓壓力40 MPa、60 MPa、80 MPa和90 MPa條件下凝固縮孔進行對比分析,結果如圖9所示。當增壓壓力為40 MPa時,縮松縮孔主要分布在近澆口四周,且縮松縮孔缺陷較多;當增壓壓力為60 MPa時,縮松縮孔分布基本上只有上下兩側;當壓力提升到80 MPa時,縮松縮孔分布在近澆口處和上下側各一處;當壓力提升到90 MPa時,無縮松縮孔。通過缺陷尺寸圖9(a)至圖9(d)發現,A點缺陷在40 MPa、60 MPa、80 MPa和90 MPa時,尺寸分別為199.1 mm3、154.06 mm3、104.63 mm3和0,說明隨著增壓壓力增大該點缺陷呈減小趨勢直至被補縮。其中選取了鑄件上三個位置點A、B和C,其縮孔缺陷尺寸大小隨增壓壓力變化趨勢如圖10所示。
圖9 方案C鑄件縮松縮孔分布圖
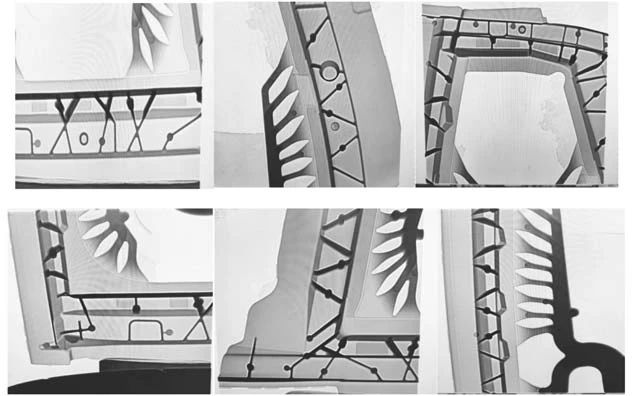
圖10 方案C鑄件不同位置點縮松縮孔的尺寸隨增壓壓力的變化趨勢 4 試驗驗證 利用力勁6 800 T壓鑄機進行汽車車門壓鑄試驗驗證。壓鑄工藝方案采用方案C,即采用勻加速壓射工藝,從0加速至臨界慢速速度1.23 m/s,高速速度為4.6 m/s,起高速位置為900 mm,增壓壓力為90MPa。經過機械加工去除澆道和集渣包等工藝系統后,車門鑄件凈重為5.56 kg。鑄件表面輪廓清晰,無裂紋、飛邊和冷隔等缺陷,質量優良。車門鑄件的X射線探傷檢測結果如圖11所示,鑄件內部無明顯氣孔和縮孔缺陷,驗證了優化方案能夠滿足生產要求。
圖11 汽車車門鑄件的X射線檢測結果 5 結論 (1)對不同慢壓射工藝方案進行模擬仿真和對比分析,結果表明:方案A金屬液在料管內形成明顯氣體包卷,且充填時間較長,導致填充末端金屬液溫度較低,易產生冷隔流痕等缺陷;方案B因沖頭速度過高,金屬液在料管內發生翻滾,極易導致氣體和氧化夾雜卷入熔體;方案C采用勻加速壓射工藝,其充填時間和溫度分布更加均勻合理。 (2)汽車車門凝固模擬分析發現:隨著增壓壓力的提高,方案C的縮孔得到控制,縮孔體積顯著降低,90 MPa時縮孔缺陷完全消除。 (3)試驗驗證采用工藝方案C:勻加速慢壓射,從0加速至臨界慢速速度1.23 m/s,高速速度為4.6m/s,起高速位置為900 mm,增壓壓力為90 MPa。結果表明:試驗鑄件外形輪廓清晰、尺寸精度高、X射線檢測區域無明顯縮孔缺陷。 作者
劉寶林 康進武
廖銘煜 姚佳宏 張偉
安肇勇 萬里 本文轉載自:鑄造雜志 |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)