 摘要:越來越多的汽車結(jié)構(gòu)件采用鋁合金材質(zhì),以減輕重量,但其復(fù)雜的結(jié)構(gòu)及高受力要求對(duì)壓鑄工藝提出了挑戰(zhàn)。本文根據(jù)汽車用減震塔的結(jié)構(gòu)特征,設(shè)計(jì)了壓鑄工藝,然后利用數(shù)值模擬方法模擬了金屬液的流動(dòng)及充型過程。結(jié)果表明,鋁液在減震塔型腔中充型較為平穩(wěn),前端含氧化夾雜、卷氣量大的金屬液全部進(jìn)入溢流槽中,避免了鑄件內(nèi)部因卷氣而產(chǎn)生的缺陷。另外,通過采用局部激冷方法等工藝措施,解決了局部厚大部位的縮孔缺陷,最終獲得質(zhì)量良好的鋁合金減震塔壓鑄件。 目前,壓鑄鋁合金零件已經(jīng)被廣泛應(yīng)用到汽車、航空航天和電子工業(yè)等領(lǐng)域中。用鋁合金零件代替鋼制零部件能夠?qū)崿F(xiàn)40%~50%的減重,這有利于降低能耗,是實(shí)現(xiàn)節(jié)能減排的重要途徑。因此,越來越多的汽車結(jié)構(gòu)件采用鋁合金材質(zhì),以減輕重量,但其復(fù)雜的結(jié)構(gòu)及高受力要求對(duì)壓鑄工藝提出了挑戰(zhàn)。汽車的許多結(jié)構(gòu)件多為薄壁殼體類零件。研究表明,當(dāng)鑄件的壁厚小于4mm時(shí),液態(tài)金屬表面張力引起的拉普拉斯力會(huì)嚴(yán)重影響充型液體的流動(dòng)狀態(tài),同時(shí)粘滯力的作用也凸顯,這會(huì)導(dǎo)致薄壁零件在模具型腔中充型困難。壓鑄技術(shù)是使金屬液在壓力下充填型腔,這不僅能有效解決充型的難題,而且能使金屬液快速凝固,細(xì)化合金組織,得到強(qiáng)度更高的合金零件。 由于這些殼體零件一般形狀比較復(fù)雜,局部壁厚不均勻,因此金屬在模具型腔中的流動(dòng)過程也較為復(fù)雜,并且由于不同鑄型材料、金屬材料的性質(zhì)不同,也會(huì)導(dǎo)致對(duì)鑄件質(zhì)量難以把握。如今,隨著計(jì)算機(jī)技術(shù)的發(fā)展,數(shù)值模擬軟件能越來越準(zhǔn)確地反映金屬液在壓鑄模具的流動(dòng)過程,并且能夠準(zhǔn)確預(yù)測(cè)鑄件缺陷產(chǎn)生部位。因此,首先利用數(shù)值模擬軟件預(yù)先進(jìn)行充型及凝固過程的模擬,然后根據(jù)模擬結(jié)果設(shè)計(jì)及優(yōu)化壓鑄工藝,分析零件品質(zhì),是一種高效且節(jié)省成本的方法。 本文涉及的汽車結(jié)構(gòu)件減震塔,屬于大型、復(fù)雜鋁合金壓鑄件。運(yùn)用FLOW-3D數(shù)值模擬軟件進(jìn)行模擬,指導(dǎo)設(shè)計(jì)該零件的壓鑄工藝方案,驗(yàn)證了零件制造工藝的合理性和可行性。根據(jù)模擬結(jié)果對(duì)工藝方案進(jìn)行改進(jìn),最終獲得高質(zhì)量的壓鑄件,提高了零件的生產(chǎn)效率,降低生產(chǎn)成本。 1、減震塔結(jié)構(gòu)分析
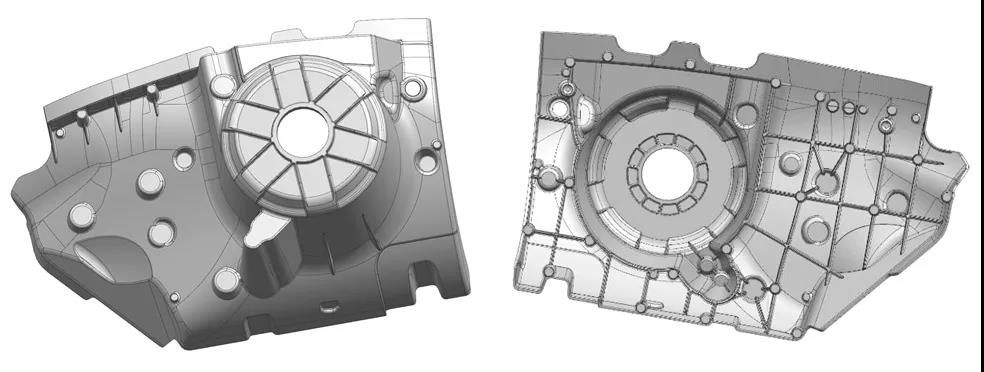
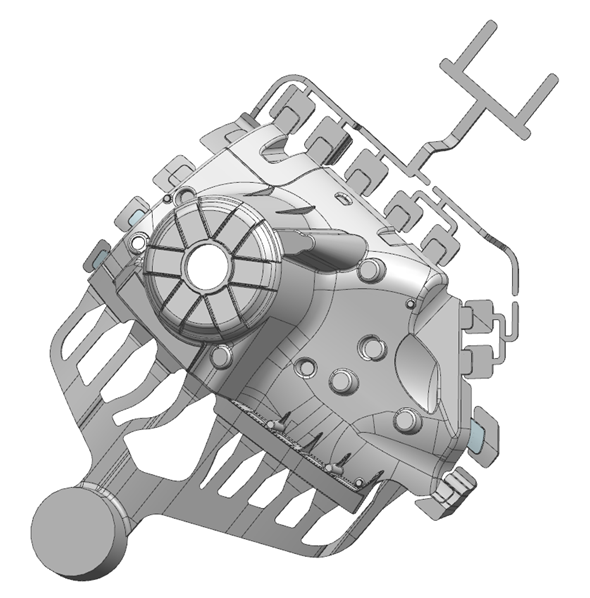
(a)凸面 (b)凹面 圖1為某減震塔三維實(shí)體造型示意圖。鑄件最大輪廓尺寸為530mm*345mm*313mm,主體平均壁厚為3mm。鑄件結(jié)構(gòu)復(fù)雜,整個(gè)殼體呈弧形,表面設(shè)計(jì)有縱橫交錯(cuò)的加強(qiáng)筋,以提高零件的整體強(qiáng)度;局部存在較多近圓柱形凸臺(tái),最大高度達(dá)到20mm,使鑄件各部位壁厚差異較大。在鑄件一側(cè)存在一尺寸較大的凸起結(jié)構(gòu),與鑄件殼體部位高度差達(dá)到195mm。該減震塔用A380鋁合金壓鑄成形,鑄件凈重2.9kg。 2、澆注系統(tǒng)和排氣槽、溢流槽的設(shè)計(jì) 2.1 澆鑄系統(tǒng)設(shè)計(jì) 澆注系統(tǒng)是金屬液在壓力下充填型腔的通道,是控制金屬液充填型腔的速度、時(shí)間以及流動(dòng)狀態(tài)的重要部分。因此,設(shè)計(jì)合理的澆注系統(tǒng)是獲得高質(zhì)量壓鑄件的重要環(huán)節(jié)。根據(jù)鑄件特征,選取鑄件輪廓尺寸面積最大處作為分型面,便于零件脫模。為減小壓鑄過程開始階段的卷氣程度,在零件長度方向上選取形狀結(jié)構(gòu)較為平直的一側(cè)設(shè)置內(nèi)澆口。根據(jù)經(jīng)驗(yàn)公式(1)計(jì)算內(nèi)澆口截面面積:
式中,V為零件及溢流、排氣系統(tǒng)總體積(溢流、排氣系統(tǒng)體積按照零件體積50%計(jì)算),為1157422mm3;νg為金屬液在內(nèi)澆口處速度,根據(jù)設(shè)計(jì)手冊(cè),鋁合金在內(nèi)澆口處的充填速度為20~60m/s,取值40m/s;t為金屬液充填型腔的時(shí)間,其推薦值由平均壁厚決定。根據(jù)經(jīng)驗(yàn)公式(2)計(jì)算平局壁厚:
式中,b1、b2、b3…為鑄件某個(gè)部位的壁厚(mm),S1、S2、S3…是壁厚為b1、b2、b3…部位的面積(mm2)。計(jì)算得到該減震塔平均壁厚為3mm,型腔充填時(shí)間推薦值為0.05~0.10s,取值0.07s。由此計(jì)算得到的內(nèi)澆口截面面積Ag為391.87mm2;根據(jù)設(shè)計(jì)手冊(cè),內(nèi)澆口厚度T取值1.5mm,內(nèi)澆口總寬度L=Ag/T=261.25mm。壓鑄機(jī)為臥式冷室壓鑄機(jī),橫澆道截面積為Ar=(3~4)Ag=1371.545mm2,橫澆道厚度D=(8~10)T=15mm;橫澆道選用金屬液熱量損失小、且加工方便的常見的扁梯形。根據(jù)壓鑄機(jī)壓室尺寸,直澆道直徑(壓室直徑)為120mm。利用計(jì)算得到的直澆道、橫澆道以及內(nèi)澆口的參數(shù),設(shè)計(jì)了該減震塔零件的澆鑄系統(tǒng),如圖2所示。
圖2 減震塔澆注系統(tǒng) 2.2 溢流槽、排氣槽設(shè)計(jì) 溢流槽用于儲(chǔ)存液-氣界面前端混有氣體和涂料殘?jiān)睦湮劢饘僖海c排氣槽配合,能夠迅速引出型腔內(nèi)的其氣體,減小充型過程中卷氣的發(fā)生,同時(shí)也能轉(zhuǎn)移縮孔、縮松、渦流裹氣和產(chǎn)生冷隔的部位。但是,要發(fā)揮溢流槽的作用,溢流必須根據(jù)金屬液在型腔中的流動(dòng)特征,在合理位置接受前沿冷污金屬液并將其保留在溢流槽中,因此,溢流槽也需要合適的尺寸。既不能過大也不過小,過大會(huì)導(dǎo)致廢料增多,增加成本;過小會(huì)導(dǎo)致溢流槽不能接受全部的冷污金屬,而降低鑄件質(zhì)量。因此,先對(duì)設(shè)計(jì)好澆注系統(tǒng)的零件先進(jìn)行數(shù)值模擬,然后根據(jù)金屬液的流動(dòng)特征確定合適的溢流系統(tǒng)是一種高效的設(shè)計(jì)手段。 根據(jù)實(shí)際的壓鑄工藝參數(shù)設(shè)定模擬參數(shù),金屬液先在慢壓射速度0.6m/s下進(jìn)入橫澆道和內(nèi)澆口,當(dāng)金屬液充滿所有內(nèi)澆口后,壓射速度提高到5m/s,即讓金屬液在快速下充填型腔。
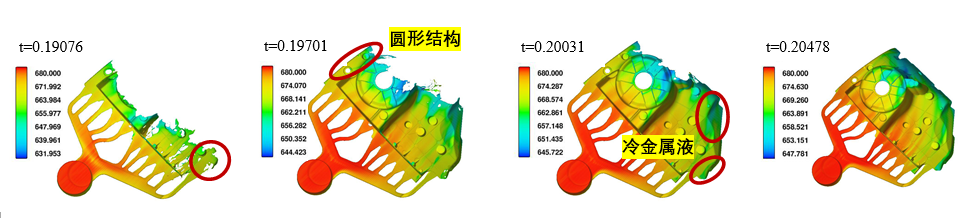
溫度場(chǎng)(色標(biāo)代表溫度):(a)t=0.190s; (b)t=0.197s; (c)t=0.200s;(d)t=0.204s.
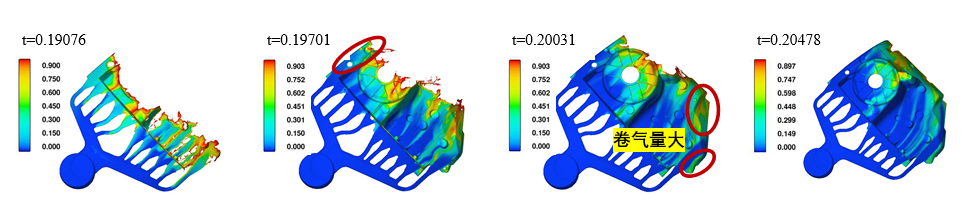
卷氣(色標(biāo)代表卷入氣體體積分?jǐn)?shù)):(a)t=0.190s; (b)t=0.197s; (c)t=0.200s;(d)t=0.204s. 圖3給出了金屬液在充型過程中不同時(shí)間點(diǎn)的金屬液的溫度及卷氣情況。可以看出,設(shè)計(jì)的澆注系統(tǒng)能夠?qū)崿F(xiàn)金屬液較為平穩(wěn)地充填型腔。在零件左側(cè)存在兩個(gè)圓形結(jié)構(gòu),根據(jù)充型過程的模擬,可以看到金屬液在充填此處時(shí)容易產(chǎn)生渦流現(xiàn)象,從而造成卷氣量增大。因此,應(yīng)在圓形結(jié)構(gòu)兩側(cè)設(shè)計(jì)溢流槽,以使卷氣部分的金屬液被排出型腔,進(jìn)入溢流槽。根據(jù)溫度場(chǎng)及卷氣特征可以看到,在零件右側(cè)存在較大面積的溫度較低的金屬液,并且由邊緣向里延伸的方向,存在不同程度的卷氣現(xiàn)象,如圖3(c)中圈出的部位。對(duì)應(yīng)圖1所示的減震塔結(jié)構(gòu)可以看出,圖中圈出部位結(jié)構(gòu)較為復(fù)雜,金屬液經(jīng)最右側(cè)的內(nèi)澆口進(jìn)入型腔后先直接沖擊存在一定角度的型腔壁,受阻后金屬液回流充填零件最右側(cè)的部位,因此造成氣體的大量卷入,這一點(diǎn)可以從金屬液開始進(jìn)入型腔的圖中可以看出(圖3(a))。零件由下至上依次充型,在金屬液最后充填的零件上部存在大量溫度較低且卷氣嚴(yán)重的金屬液,應(yīng)當(dāng)在此處設(shè)置足夠多的溢流槽來接受這些金屬液,以獲得高質(zhì)量鑄件。 根據(jù)模擬結(jié)果,在某些部位的溫度低、卷氣量大的金屬液較多,應(yīng)當(dāng)設(shè)計(jì)具有足夠容積的溢流槽,但是過大的溢流槽又易導(dǎo)致金屬液倒流,因此在這些部位設(shè)置多個(gè)單獨(dú)的溢流槽并設(shè)置薄的連接肋以保證其強(qiáng)度。溢流槽主要采用便于加工的梯形溢流槽,在局部卷氣嚴(yán)重的部位適當(dāng)增加溢流槽容積并根據(jù)流動(dòng)特征對(duì)形狀進(jìn)行小幅度修改(如圖3(c)圈出部位)。根據(jù)設(shè)計(jì)手冊(cè),排氣槽的截面積設(shè)置為內(nèi)澆口截面積的30%。設(shè)計(jì)好的溢流槽及排氣槽如圖4所示。
圖4 壓鑄減震塔溢流槽及排氣槽 3、模擬分析及工藝優(yōu)化
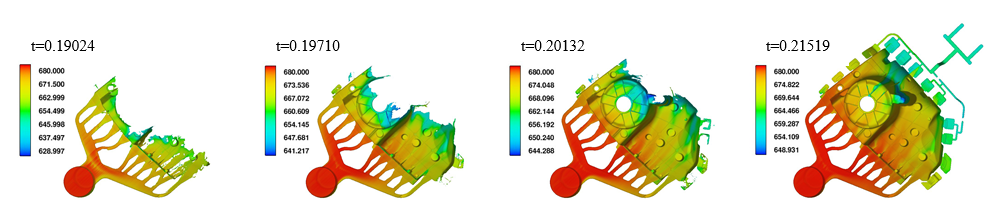
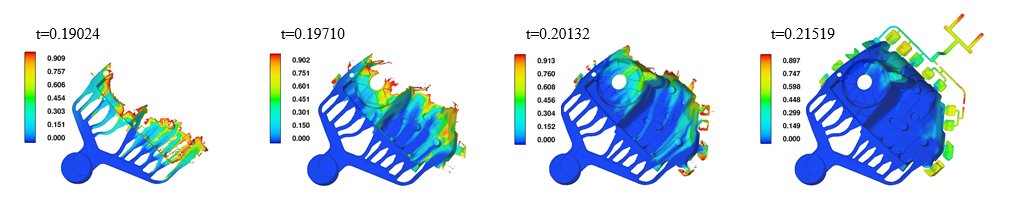
溫度場(chǎng)(色標(biāo)代表溫度):(a)t=0.190s; (b)t=0.197s; (c)t=0.201s; (d)t=0.215s.
卷氣(色標(biāo)代表卷入氣體體積分?jǐn)?shù)):(a)t=0.190s; (b)t=0.197s; (c)t=0.201s; (d)t=0.215s. 圖5為金屬液在帶有澆注系統(tǒng)以及溢流槽、排氣槽的壓鑄模具中的充型過程。可以看出,在金屬液充型過程中,位于液-氣界面前沿的溫度較低、卷氣嚴(yán)重的部分金屬液全部進(jìn)入設(shè)計(jì)好的溢流槽中,金屬液充滿型腔后(圖5(d)),留在零件內(nèi)部的氣體量極少。因此,設(shè)計(jì)的溢流槽、排氣槽適用于該減震塔零件的壓鑄工藝。
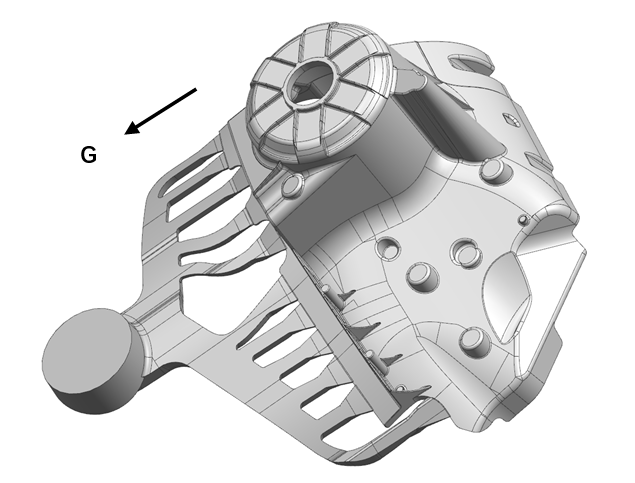
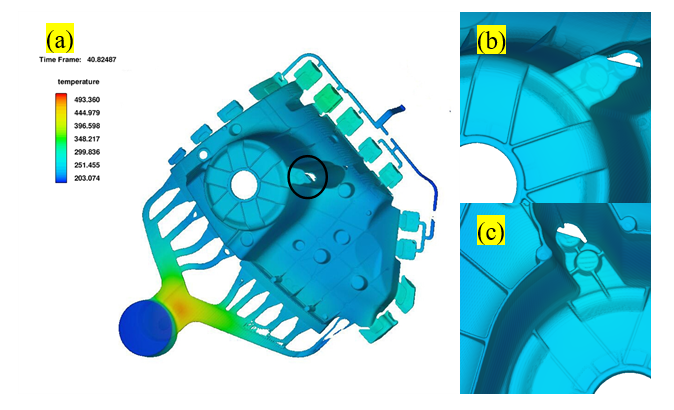
圖6. 凝固過程模擬 圖6為金屬液完全凝固后所得鑄件的形狀。可以看到,在減震塔零件中的凸起結(jié)構(gòu)上部存在一較大的孔洞缺陷,觀察其局部放大圖可以發(fā)現(xiàn),在該處存在兩個(gè)尺寸較大的近圓柱形凸臺(tái),高度達(dá)到20mm。在凝固過程中,這一厚大部位凝固速度較慢,會(huì)發(fā)生補(bǔ)縮現(xiàn)象,形成孔洞。 對(duì)此,采取局部激冷的方法加快該部位的凝固速度,以獲得致密的鑄件。在該處的模具上加入激冷銅塊以達(dá)到激冷的目的[13],其模擬結(jié)果如圖7所示,得到內(nèi)部致密無孔松的健全鑄件。最后采用該工藝實(shí)際生產(chǎn)出合格的鋁合金減震塔零件,成品率達(dá)到90%以上。若通過控制模具溫度等其他條件,成品率有望進(jìn)一步提高。
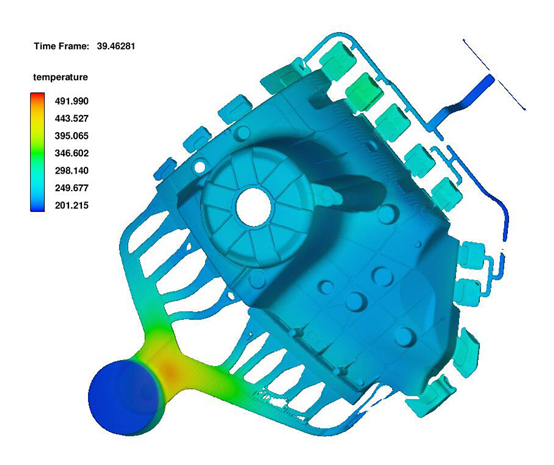
圖7 局部激冷后得到的健全鑄件 4、結(jié)論 (1)設(shè)計(jì)、優(yōu)選出大型、復(fù)雜汽車結(jié)構(gòu)件——鋁合金減震塔的壓鑄澆注系統(tǒng)及溢流和排氣系統(tǒng)。 (2)利用數(shù)值模擬方法分析了減震塔零件的卷氣發(fā)生部位和區(qū)域,預(yù)測(cè)了壓鑄缺陷的種類及位置,以此為基礎(chǔ)更改了澆注系統(tǒng)的設(shè)計(jì)。 (3)在壁厚尺寸較大圓形結(jié)構(gòu)處容易發(fā)生卷氣現(xiàn)象和縮孔缺陷,采用局部激冷方法等工藝措施,消除了缺陷,獲得整體質(zhì)量良好的鋁合金減震塔壓鑄件。
作者: 文章來自:FLOW-3D |
 (1)
(1) (2)
(2)
.jpg)

.jpg)
.jpg)